In construction projects that contain a lot of complicated piping, which is a normal structure of many gas-petrochemical plants, there are many organization engaged. Depend on the contracts, third party inspection might be employed for welding and NDT, and of course the main contractor has its own QC department or at least has the Quality Control sub contractor. I don’t know what kind of contracts are common there, but for any contract a department needed for quality control of welding in both structures and piping. In particular, it is very important to be sure about the quality of welded pipes jointed together because when they are mainly in high pressure service even a crack in weld might make an explosion or toxic fluids might be released or many other serious hazards might threat workers who would work in that plant or at least a shot down will make a lot of economic damage. So the QC/QA is a must for welding and that is why we have developed many different none Destructive Testing methods.
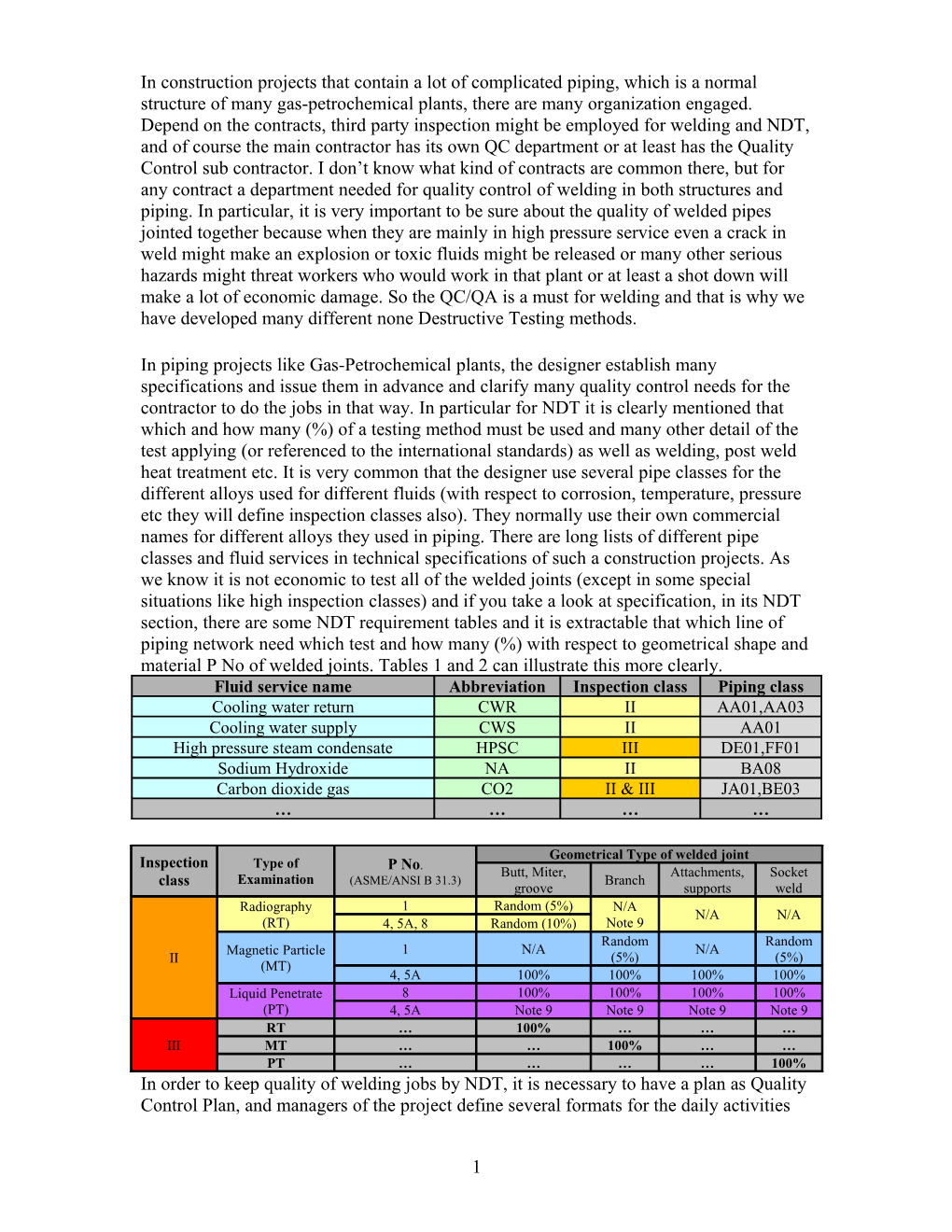
In piping projects like Gas-Petrochemical plants, the designer establish many specifications and issue them in advance and clarify many quality control needs for the contractor to do the jobs in that way. In particular for NDT it is clearly mentioned that which and how many (%) of a testing method must be used and many other detail of the test applying (or referenced to the international standards) as well as welding, post weld heat treatment etc. It is very common that the designer use several pipe classes for the different alloys used for different fluids (with respect to corrosion, temperature, pressure etc they will define inspection classes also). They normally use their own commercial names for different alloys they used in piping. There are long lists of different pipe classes and fluid services in technical specifications of such a construction projects. As we know it is not economic to test all of the welded joints (except in some special situations like high inspection classes) and if you take a look at specification, in its NDT section, there are some NDT requirement tables and it is extractable that which line of piping network need which test and how many (%) with respect to geometrical shape and material P No of welded joints. Tables 1 and 2 can illustrate this more clearly. Fluid service name Abbreviation Inspection class Piping class Cooling water return CWR II AA01,AA03 Cooling water supply CWS II AA01 High pressure steam condensate HPSC III DE01,FF01 Sodium Hydroxide NA II BA08 Carbon dioxide gas CO2 II & III JA01,BE03 … … … …
Geometrical Type of welded joint Inspection Type of P No. Butt, Miter, Attachments, Socket class Examination (ASME/ANSI B 31.3) Branch groove supports weld Radiography 1 Random (5%) N/A N/A N/A (RT) 4, 5A, 8 Random (10%) Note 9 Random Random Magnetic Particle 1 N/A N/A II (5%) (5%) (MT) 4, 5A 100% 100% 100% 100% Liquid Penetrate 8 100% 100% 100% 100% (PT) 4, 5A Note 9 Note 9 Note 9 Note 9 RT … 100% … … … III MT … … 100% … … PT … … … … 100% In order to keep quality of welding jobs by NDT, it is necessary to have a plan as Quality Control Plan, and managers of the project define several formats for the daily activities
1 like Fitting, Welding, Post Weld Heat Treatment (PWHT) and NDT. However, although quality control for construction is always planned in advance as a QC Plan forms (QCP) and define which department is responsible for what activity and determine the witness of the other departments clearly, but there are always errors and mistakes that depend on other factors and we would like to discuss about them here.
If you are a welding or NDT inspector of a small size steel structure or low size piping network, it will be easily manageable and remarkable that which joints have been seen visually (VT), which of them are PT, MT, UT, or RT, and at most you need to use an Excel data sheet to manage them or use a simple software for keeping welding and NDT records in your computer.
Now suppose that you are a member of an inspection or QC/QA team working in a medium or large size construction project which contains hundred thousands of diameter- inch welding of piping networks, steel structures etc. And as a Gas-Petrochemical plant it includes several types of materials, long list of pipe classes, fluid services, etc. It is easy to see that contractors and sub contractors need to employ hundreds of welders here. How do you manage all of them regarding their Welder Qualification Test records, issuing unique Welder stamp, WQT, etc? Although it is possible to divide your site into different areas, but you always need integrated information about whole site. Suppose that in the specification of the project it has been determined to apply Radiography test for 20% of total groove joints in special service. As an NDT inspector how do you make sure that this requirement is covered?
As we know in piping designs we have strong software that can draw 3D isometric drawings (PDMS) and being used by the designers. The output of PDMS is a lot of isometric drawing sheets of piping network which include information of line, service, pipe class, and bill of materials etc.
2 It is very common to make an Excel datasheet as Joint History table and record the welding and NDT activities and results for each joint of each isometric drawing like the following table: Fitting PWHT Joint Information Welding information NDT information … … information Information ISO No Sheet Joint Report Date Report Date Welder Report Date Request Result ... … 39845 1/2 1 … … … … … … 39845 1/2 2 … … … … … … 39845 1/2 3 … … … … … … 39845 1/2 4 … … … … … … 39845 1/2 5 … … … … … … 39845 1/2 6 … … … … … … … … … … … … … … …
But even such simple excel datasheets are not final solutions since they are restricted in many directions and it takes a lot of time to create them especially in medium and large size projects where you have hundred thousands of welding joints and you have to keep each of them as a record. So we need an interactive integrated database with a powerful user friendly interface to input the information as easy and as fast as possible in the reliable way and get many reports and results in the same time.
Mr. Babak Abbas Nejad has worked as welding inspector in several Gas-Petrochemical under construction plants in southern part of Iran and since he has also professional computer programming skills, he decided to develop integrated software in this matter and find a reliable solution for problems like NDT Backlogs, Test package punches etc. HotWeld is a name chosen for this windows application and it is being developed using Visual Basic and SQL Server 2000, which can be switched to VB and MS Access.
How does the system work? As it is mentioned in the HotWeld Description PDF file, the user can enter the information of each Isometric Drawings into the system using user friendly interfaces. Then the user can enter easily each of the daily welding reports from the activities done in the site, and after that it can help user to provide NDT requests using Risk based statistical modules. For example it can define a risk factor and calculate the risk of having a welding defect for each joint and sort the higher risks and suggest a list of them for the NDT inspector to Request them for NDT. Suppose that the statistical analysis shows higher defective rate for welds in specific pipe class in specific size or in one of the Areas more than the others. Then system will automatically calculate higher risk factors for similar welds and request them for NDT.
Some of the HotWeld abilities: - Providing different kinds of automatic daily, weekly, monthly reports of all of the activities, Fitting, Welding, PWHT, NDT requests and results with respect to several variables like Materials, Sub contractor, Area etc. - Providing NDT Backlogs and other NDT statistical reports such as repair and reshoot percentage judged in RT with respect to material, pipeclass, service, sub contractor, welder wise etc. - Relevant report for PWHT - Automatic document punching of test packages
3 - User friendly interface without especial needed training course enough to be used by a welding inspector or NDT interpretation inspector. - Reliable organized Security System, for example NDT judgment is only accessible for the relevant NDT interpretation inspector. - Very fast reliable and easy data input in Isometric Drawings, Fitting, Welding PWHT, NDT. It is also possible to convert common Excel datasheets and other databases into HotWeld database. - Control and masking in data input. For example it automatically checks if the welder is authorized for the specific welding joint and make suitable action. - Provide Risk Based statistical analysis for the user to select the most suitable joints for NDT. - Adjustable by any type of contracts and any QCP. - Ability to add information of insulation inspection in further.
HotWeld Benefits: - Least cost and most effective NDT inspection. - Monitoring contractors, subcontractors, welders regarding quantity and quality of their activities. - Creating Figure and Fact reports for the owner of the project. - Reaching the inspection records in the least time.
4