MODELLING OF METALLURGICAL PROCESSES IN ELECTROSLAG TECHNOLOGIES
Sergei Shanchurov Ural State Technical University, Ekaterinburg, Russia
Abstract
Mathematical models of metallurgical processes have been developed for processes of electroslag welding (ESW), electroslag remelting (ESR), electroslag hardfacing (ESH) and centrifugal electroslag casting (CESC). The models allow to predict chemical composition of metal along and in transversal sections of an ingot, a weld and a surfacing layer, and in thickness of a casting. Using of the models reduces expenses during selection of optimum process conditions and materials which providing weld metal or ingot metal with required composition. One of the most important parameters of the mathematical models is a mass-transfer coefficient. A physical modelling method of study of mass-transfer between molten metal and slag in electroslag technologies (EST) was developed. Influence of electrode melting rate and casting velocity on mass-transfer coefficients was studied.
Explanation of model
Development and implementation of new technologies of manufacture of high quality alloy metal products by using of electroslag technologies (EST) involves making a thorough study of the metallurgical features, in particular the chemical reactions between the metal, slag and gas. Using of mathematical modeling of phase interaction in EST allows to forecast the chemical composition of metal of a weld, an ingot, a surfacing layer, to reduce expenses during selection of optimum process conditions and materials which provide the weld metal or the ingot metal with the required composition. The work described here was concerned with a developing the model of chemical processes during EST of alloy and structural steels. The model is based on the analysis of the kinetics of interaction between the metal, slag and gas. This approach was used for the processes of ESR (1), ESW (2), ESH (3) and CESC (4). The model makes it possible to forecast the chemical composition of the electroslag metal, including the composition in longitudinal and transversal sections of a weld or ingot, and takes into account the following factors: - the simultaneity of all the reactions taking place at the metal-slag boundary, and their effects on one another; - the effects of diffusion of all the reagents in the metal and slag on the rate of each reaction; - the interaction between the molten metal and slag at the tips of electrodes, during melting of the parent metal, and at the surface between the metal pool and slag; - the electrochemical effects; - the effects on the reaction rates of the chemical composition and the amount of slag taking place over a period of time and caused by the interaction between the slag, metal and gas, the deoxidizing of the slag pool, the pouring of flux, the solution in the slag of the oxide films at the surfaces of the electrode and edges of the parent metal;
123 - the introduction of metallic additives into the metal pool; - the segregation during the metal and slag skin crystallization.
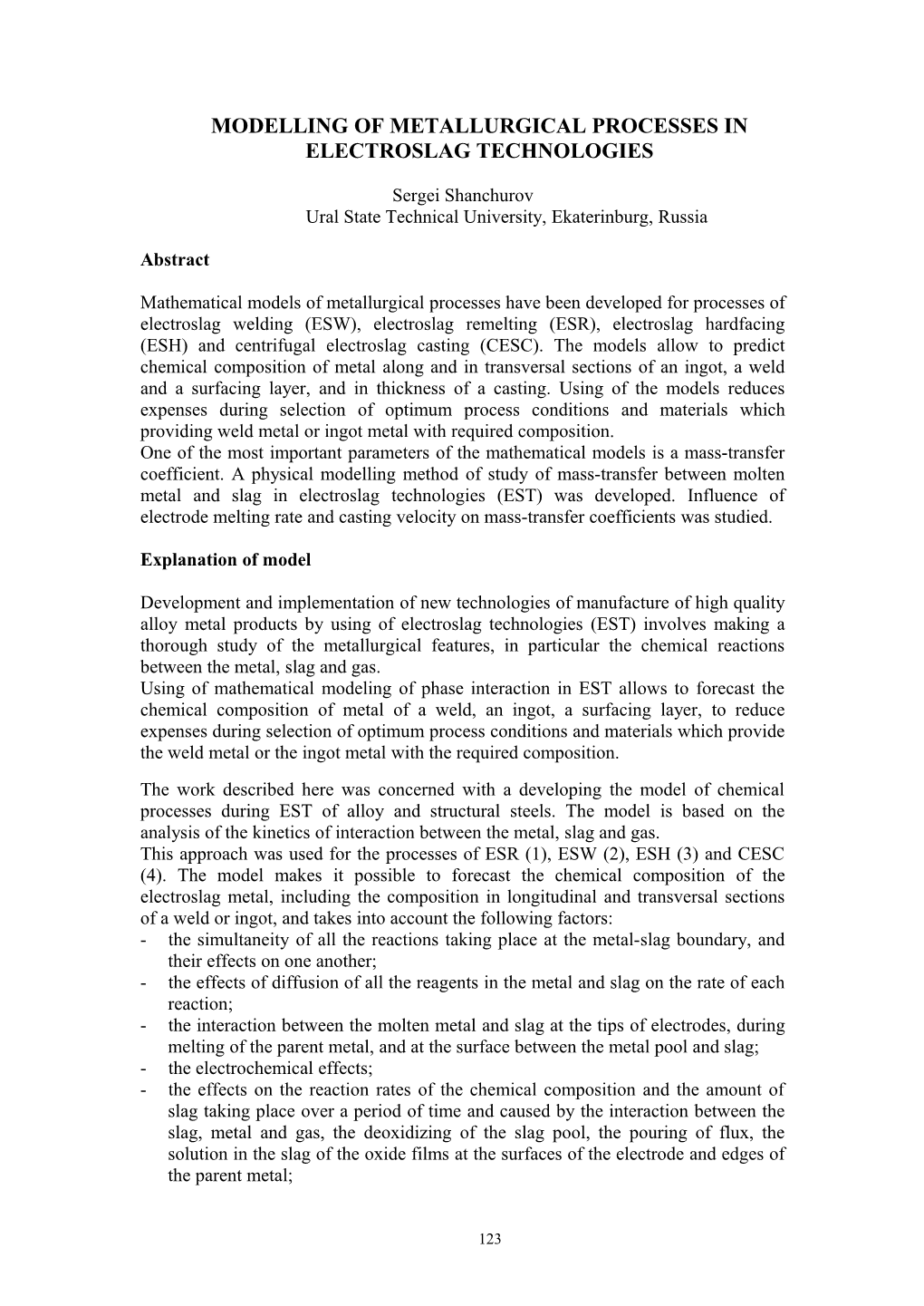
It is assumed that the chemical composition of the molten metal at each stage and the slag are consistent. The Figure 1 shows the directions of the transfer of element Ei and the change in phase composition during EST.
1 [E i ] o (E i O m ) o 5 M o l t e n m e t a l [E i ] a t e l e c t r o d e (E i O m ) o x 2 [E i ] e 6 M o l t e n S l a g p o o l m e t a l a t 7 a d g e s ( E i O m ) p 8 [E i ] p m M e t a l p o o l 3 [E ] [E i ] (E i O m ) c i p 4 [E i ] W e l d (i n g o t) Fig. 1. Diagram of interaction between phases in electroslag process: 1 – formation of molten metal at the electrode; 2 – melting of parent metal; 3- introduction of metallic additives; 4 – solidification of metal pool; 5 – pouring of flux into slag pool; 6 – solution in slag of oxide films at surfaces of electrodes and edges of parent metal; 7 – interaction of slag pool and gas phase; 8 – solidification of slag pool.
The materials balance for a particular element Ei (kg/sec) within a specific volume of a phase (for instance the metallic phase) can be represented by:
[E ] [E ] G d[E ] V i k = V i l + JSM + i , [1] mk 100 ml 100 100 dτ where Vmk and Vml are the respective rates at which metal enters and leaves the particular phase with one of the entering and leaving currents, kg/sec; [Ei ]k and [Ei ]l are the contents by mass of the elements in these currents, wt-%; J is the rate of the reaction of transfer of the element from the metal into the slag, i.e. the rate of the 2 chemical reaction, mol. Ei /(m sec); G is the mass of phase, kg; is the process 2 time, sec; S is the area of the reaction surface, m ; M is the molecular mass of the element, kg/mol. The left hand side of equation [1] represents the rate at which an element enters a particular phase, and the summands on the right hand side represent the rates at which an elements leaves with the outgoing currents, owing to chemical reactions and accumulation. Under quasi-steady conditions d[Ei]/d = 0. Analysis of the unsteady process of electroslag remelting (1) has shown that it need only be taken into account with application to the metal pool owing to the high values of G at the start of the process or when alloying additives are introduced into the pool. The materials balance
124 for the same element Ei in the slag in the form of its oxide (kg EiOm /sec) can be expressed by the equation
d(E O ) n M G sl i m ox = J jS j + Vox1 + Vox2 + Ve.sl – Vg – Vc [2] 100 dτ j1 M
where Gsl is the mass of slag, kg; (EiOm) is the amount by mass of a particular oxide in the slag, wt-% ;Mox the molecular mass of the oxide EiOm. The first summand (sum) on the right hand side of equation [2] represents the rate at which an element enters the slag from the metal owing to chemical reactions in the different stages of the welding process, and the summands Voxj represent the rates at which element Ei enters, from the electrode and the edges of the work during the solution of oxide films. The summand Ve.sl is equal to the rate at which the oxide enters the slag through pouring in fresh flux in EST. Vc is the rate at which the oxide enters the slag crust. The losses by reaction with gas can be evaluated using the equation
Vg = Jg [ pO, (Ei)…] Sg ,
2 where Sg is the gas-slag surface area, m ; and Jg [ pO, (Ei)…] is the rate at which the element Ei reacts with the gas, which depends on the composition of the slag and gas, 2 kg EiOm / (sec m ). The composition of the metal and slag pool (wt-%) is linked with that of the weld and slag crust by the coefficients of segregation and ox
[Ei]weld / [Ei]pool = ; (EiOm)c / (EiOm)sl = ox ; [3] ignoring unsteadiness, equation [1] gives us the following expression for calculating the concentration of an element for the electrode (droplet) and parent metal stages:
100J jS jM [Ei]j = [Ei]j – 1 - . [4] Vmj
To determine the change in concentration [Ei] of any element in the metal pool and its oxide (EiOm) in the slag pool, we divide the electroslag process time into considerably short periods of time during which the rate at which the chemical reactions take place can be considered to be constant (1-4). Determination of the reaction rates in equations [1], [2], [4], which take into account their effect on one another is the most difficult. It is known that liquid fluxes are the polymerized ionic melts. The complete description of ionic structure of such oxy- fluoride systems is very difficult, because it is necessary to take into account the formation of complex anionic structures which contain ions of fluorine and oxygen. Therefore we use the molecular form of writing of the reactions, which takes into account the real ionic structural units of the slag. It is allow to describe the interaction between the metal and slag by set of the reactions using the same common reagent (5):
l/m[Ei] + (FeO) = [Fe] + l/m (EiOm) [5] where m may adopt integer or fractional values. The rate of these reactions is
125 represented by the following equation, from (2):
m (K jX j ) [E i ] j1 (E i O m ) m α m m Ji = (K X ) (K X ) M100 100M (K X ) MS 100 [6] j j j j ox j j j 0 0.5 0.5 K j β jD j ρ M β jD j ρ M Vmj
where Xj, is the concentration of iron oxide at the dividing surface between the metal (EiOm) 1/m and slag in stage j , Kj = 1/m is the equilibrium relationship of the (FeO)[Ei ] concentration of elements and oxides for reaction [5]; β j is the convection constant, -0.5 2 0 sec ; Dj and Dox are the coefficients of diffusion, m /sec; K j and λ are experimental 2m ρ constants representing the charge of an ion E i ; ρ M and sl are the density of the metal and slag respectively, kg/m3. The equation [6] contains the single unknown Xj, which can be found from the materials balance equation taking into account the J electrolytic effects. Since the general flow by diffusion for iron oxide FeO j is made up of the particular consumptions on oxidizing all the elements, to find Xj we solve the following equation, from (5):
i i mJ J j , [7] j FeO j i1 2F
2 where ij, is the current density in the corresponding stage, A/m ; F is Faraday's number. The effects of all the factors on the rate of each reaction is here allowed for by altering Xj appropriately when equation [7] is solved. The system of equations [1]—[4], [6], [7] is a general mathematical model of the chemical processes taking place during EST.
Parameters of Model
The initial parameters in the model are the composition of the parent and electrode metals and the flux, the rate at which they melt, the area of the interaction surfaces, the thickness and composition of the oxide film, the coefficients of segregation, and the other quantities in the equations. In addition to this, calculating the reaction rates involves having information regarding the physical and chemical parameters - the equilibrium constants, the coefficients of diffusion, etc. (for greater detail, see (1,2)). The output parameters are the composition of the metal in all the stages, including the weld (or ingot) metal, the composition and mass of flux, and the rate of the reactions. Programs were compiled for IBM PC. They representing the behavior of sixteen chemically active elements during the EST of steels: iron, carbon, manganese, silicon, titanium, chromium, aluminum, vanadium, boron, niobium, zirconium, molybdenum, phosphorus, sulfur, oxygen and hydrogen.
Verification of Model
126 To verify the reliability of forecasting the composition of metal with regard to a number of elements, Table and Fig. 2 compare the results of calculations with experimental data for the ESW and ESR.
Table. Chemical composition (wt-%) of the initial materials, weld metal, and slag pool in the ESW of steels using AN-45 flux (0.55%Fe, 12.5% SiO2, 11.0% MnO, 8.0% ТiO2, 6-12%СаО, 25-29% CaF2, 12-16%MgO, 10-14%ZrO2)
Analysis Item Metal Slag pool
С Si Mn Ti S FeO SiO2 MnO ТiO2 Experimental compositions: 12Cr18Ni10Ti steel 0.10 0.75 1.65 0.65 0.020 — — — — Sv-07Cr19Ni10Nbwire 0.10 0.49 1.85 0.01 0.011 — — — — weld 0.10 0.48 1.90 0.20 0.009 Calculated along the weld 50 mm 0.10 0.48 2.13 0.23 0.012 0.71 12.5 10.7 8.1 450 mm 0.10 0.50 1.90 0.24 0.012 3.50 11.9 4.4 13.9 750 mm 0.10 0.61 1.80 0.25 0.012 3.60 11.5 4.2 16.4 No chemical reactions 0.10 0.61 1.75 0.32 0.015 — — — —
Experimental compositions:
08Cr17Ni13Mo2Ti steel 0.08 0.68 1.45 0.26 0.014 Sv-01Cr19Ni18Mn10AIMo4 wire 0.03 0.25 9.60 — 0.006 — — — — weld 0.05 0.45 5.20 0.10 0.008 — — — — Calculated along the weld: 50 mm 0.06 0.46 5.04 0.09 0.007 0.65 12.6 10.8 8.1 600 mm 0.06 0.50 4.80 0.10 0.007 1.74 13.7 6.8 10.7 1000 mm 0.06 0.50 4.75 0.10 0.007 1.75 13.7 6.7 12.7 No chemical reactions 0.06 0.51 4.71 0.16 0.011 — — — —
Fig. 2 shows the calculated isoconcentrative curves and the corresponding them composition of Si and Al are given along the height of a 38Cr2MoAl steel ESR ingot with using of ANF-6 flux. The mass of the ingot was 3.5 ton. On the whole the calculated composition agrees satisfactory with that found by experiment, and is within the accuracy of chemical analysis for different electroslag methods. The same results we got for the ESH and CESC of different steels. This confirms that the described model can be used for quantitative analysis of the chemical processes taking place during the EST. [Al],[Si],wt-% [Al] in electrode
127 height of ingot, m Fig.2. Distribution of Al and Si along the height of 38Cr2MoAl steel ESR ingot.
Study of Mass Transfer
The rates of chemical reactions and composition of metal in the electroslag technologies, in significant measure, are determined by the intensity of the mass transfer of reagents in the metal and slag to the interface. Specifically, data about the mass transfer coefficients are necessary for the development of the mathematical models of chemical processes in EST (1-4). The methods of study of the lumped (average for all stages in the EST) mass transfer coefficients in the slag to the interface with the metal (K ' ) and the mass transfer ' coefficients in the metal to the interface for stages of the metal pool (K p ) and the ' electrode (K e ) by the modeling method are described (6,7). The influence of the melting rate of the electrode (Vm) was studied by this method. In the “cool” model of the ESR 4 wt-% solution of KCl and ZnCl2 in glycerine was used as a slag. The Wood’s metal or eutectic alloy (wt-%: 50 Bi, 31 Pb, 19 Sn) were used as an electrode metal. The rate of interaction of ions Cu2+ and the alloy components was studied for determination of the lumped mass transfer coefficient into the slag:
(Cu2+) + [Me] = [Cu] + Me2+ [8]
The rate of the irreversible reaction (1) in the diffusive regime is equal to
' 2+ ' 2+ 2+ J = K j SjC(Cu ) = K SC(Cu ) = - V dC(Cu )/d [9] where C(Cu2+) is a concentration of Cu2+ in the slag, V is the slag volume. After integration of the equation [9] we get:
128 ln{C0(Cu2+)/C(Cu2+)} = K ' S /V [10]
The electrochemical method which is based on the measurement of the maximum cathode currents of diffusion (I) of ions Cd2+ was used for study of mass transfer separately to the melting electrode and metal pool surfaces. The mass transfer coefficients were calculated on the equation
' 2+ K j = Ij / [2 F Sj C(Cd )] [11]
' ' The values K and K j allow one to determine the mass transfer coefficients for other elements in the metal and slag. For this we use the equation K ' = β D0.5. Value of β is the same for all reagents during diffusion to the given interface. The lumped K ' and β are increased respectively from 0.2 x 10-3 to 5.1 x 10-3 cm/sec and from 0.36 to 3.2 sec-0.5 for interval of the electrode melting rate from 0 up to 0.45 cm3/sec and the 20 mm electrode diameter. The convection constants at the electrode stage are changed from 0.1 to 2.2 sec-0.5, and at the metal pool stage from 0.08 to 0.44 sec-0.5 when the electrode melting rate is increased from 0 up to 0.24 cm3/sec. In the centrifugal electroslag casting the mass transfer coefficients and convection constants are increased respectively from 5.8 x 10-5 to 14.2 x 10-5 cm/sec and from 4.9 to 12.1 sec-0.5 when a casting velocity is increased from 2.6 to 25.3 cm3/sec.
Conclusions
The possibility of prediction of the chemical composition of the electroslag metal enables optimization of electroslag technologies as early as in the design stage, by selecting the composition of the initial materials and the process conditions providing electroslag metal with the required composition. In the paper the model for the computation of concentration changes occurring in the electroslag processes are proposed. The model is based on the analysis of the kinetics of interaction between the metal, slag and gas. The model was used to compute the concentrations of different elements in the welds and the ingot and these oxides in the slag existing during the course of the processes. The calculated compositions are agreed satisfactory with these found by experiment. The mass transfer coefficients between the metal and slag were determined in the “cool” models of the EST processes. The influence of melting rate of the electrode and casting velocity to the mass transfer were studied.
References
1. Boronenkov V and Shanchurov S: Mathematical model of prediction of electroslag ingots composition. Proceedings of the Tenth International Conference on Vacuum Metallurgy. Special melting. Beijing, China 1990. 2. Boronenkov V and Shanchurov S: A mathematical model of the kinetic processes of interaction between the metal and slag in the electroslag welding of steel, Avt. Svarka 1985 (6) 22-27.
129 3. Shanchurov S and Boronenkov V: ‘Development of program control by chemical composition of metal in electroslag welding and hardfacing on the base of mathematical simulation. Scientific Conference Proceedings, Leningrad, 1990.
4. Shanchurov S., Boronenkov V. and Yanishevskaya A: Mathematical model of chemical processes in electroslag casting. Scientific Presentations of 10th Vsesouznoi Conf., Moscow, Chermetinformatsiya, 1991.
5. Boronenkov V, Shanchurov S and Zinigrad M: The kinetics of interaction between a multi-component metal and slag by diffusion, Izv. AN SSSR Metally 1979 (6) 21- 27. 6. Shanchurov S and Boronenkov V: The determination of mass transfer parameters between the metal and slag by physical modelling method and in the real process of electroslag remelting. The 11th Int. Conf. On Vacuum Metallurgy, Antibes, France, 1992. 7. Shanchurov S, Boronenkov V and Martinovskih A: Development of the method and study of mass transfer between the metal and slag in electroslag remelting by simulation, Phusico-chemical methods of metallurgical processes study, Sverdlovsk,1982 (10) 126-131.
130