CALCULATION OF PRODUCTION COSTS FOR HYDROGEN
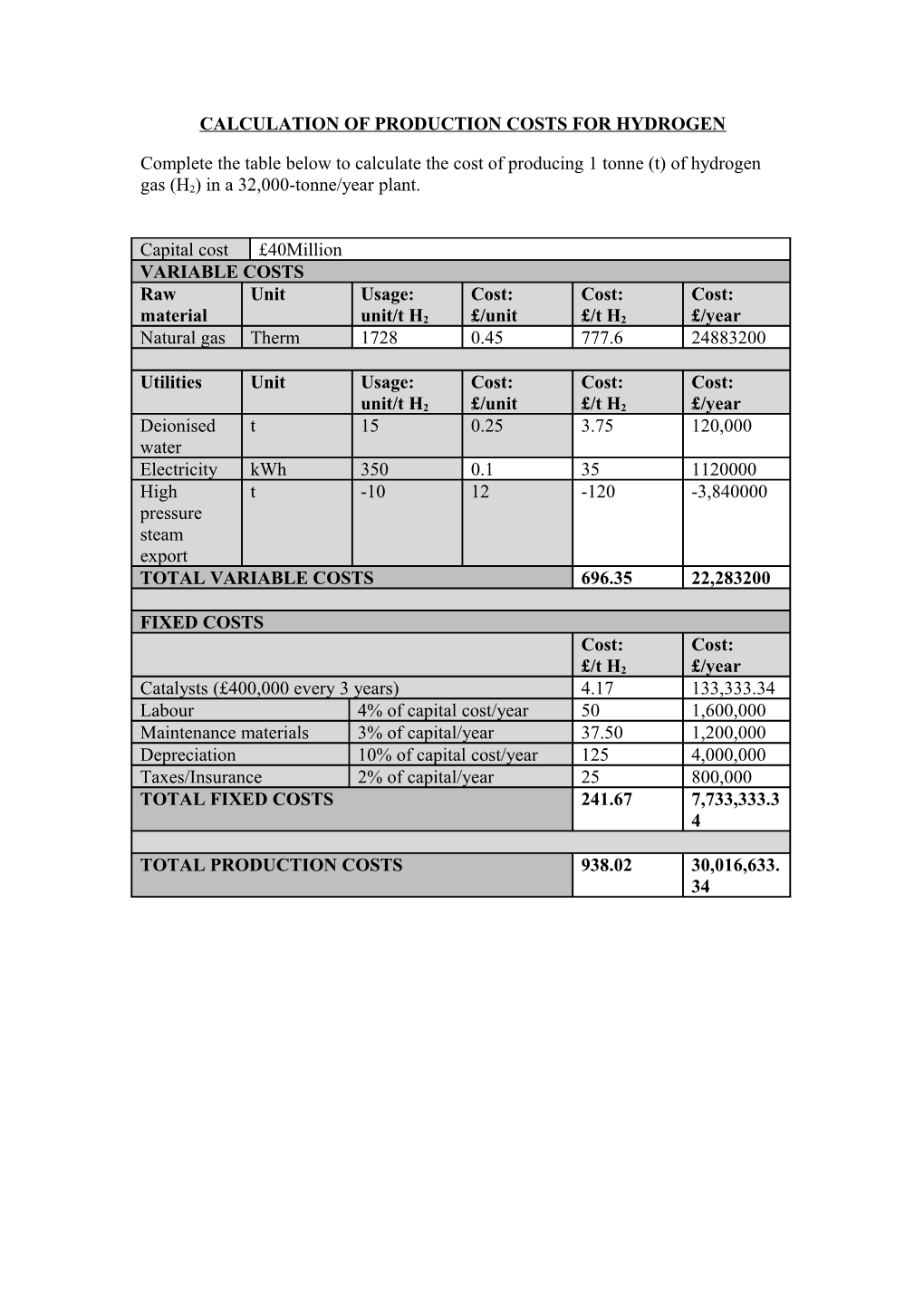
Complete the table below to calculate the cost of producing 1 tonne (t) of hydrogen gas (H2) in a 32,000-tonne/year plant.
Capital cost £40Million VARIABLE COSTS Raw Unit Usage: Cost: Cost: Cost: material unit/t H2 £/unit £/t H2 £/year Natural gas Therm 1728 0.45 777.6 24883200
Utilities Unit Usage: Cost: Cost: Cost: unit/t H2 £/unit £/t H2 £/year Deionised t 15 0.25 3.75 120,000 water Electricity kWh 350 0.1 35 1120000 High t -10 12 -120 -3,840000 pressure steam export TOTAL VARIABLE COSTS 696.35 22,283200
FIXED COSTS Cost: Cost: £/t H2 £/year Catalysts (£400,000 every 3 years) 4.17 133,333.34 Labour 4% of capital cost/year 50 1,600,000 Maintenance materials 3% of capital/year 37.50 1,200,000 Depreciation 10% of capital cost/year 125 4,000,000 Taxes/Insurance 2% of capital/year 25 800,000 TOTAL FIXED COSTS 241.67 7,733,333.3 4
TOTAL PRODUCTION COSTS 938.02 30,016,633. 34 Producing 16,000 tonnes/year H2 Capital cost £40Million VARIABLE COSTS Raw Unit Usage: Cost: Cost: Cost: material unit/t H2 £/unit £/t H2 £/year Natural gas Therm 1728 0.45 777.6 12441600
Utilities Unit Usage: Cost: Cost: Cost: unit/t H2 £/unit £/t H2 £/year Deionised t 15 0.25 3.75 60,000 water Electricity kWh 350 0.1 35 56,000 High t -10 12 -120 -1,920,000 pressure steam export TOTAL VARIABLE COSTS 696.35 11,141,600
FIXED COSTS Cost: Cost: £/t H2 £/year Catalysts (£400,000 every 3 years) 4.17 133,333.34 Labour 4% of capital cost/year 50 1,600,000 Maintenance materials 3% of capital/year 37.50 1,200,000 Depreciation 10% of capital cost/year 125 4,000,000 Taxes/Insurance 2% of capital/year 25 800,000 TOTAL FIXED COSTS 241.67 7,733,333.3 4
TOTAL PRODUCTION COSTS 1179.68 18,874,933. 34
The Cost of H2 per tonne when the plant operates at 50% is £1179.68 Notes:
1. See the attached article (“BOC-Foster Wheeler celebrate launch of England’s biggest hydrogen plant on Teesside ”) to find out the Capital Cost of a new 32,000-tonnes/year hydrogen plant.
2. According to Ullmann’s Encyclopedia of Industrial Chemistry (Volume A13, p327), a steam reformer plant for the production of 5000 m3 (STP)/hour hydrogen gas requires 2160 m3 (STP)/hour natural gas.
3. What weight of hydrogen gas is produced per hour? What weight of natural gas is used per hour? (assume that the molecular weight of natural gas is 16g/mole). What weight of natural gas is used to make 1 tonne of hydrogen gas. Natural gas is priced in £/Therm. If 1 tonne of natural gas is equivalent to 500 Therms, how many therms are required to make 1 tonne of hydrogen gas. =
Remember: 1 mole of a gas occupies 22.4 litres (0.0224 m3) at STP (Standard Temperature & Pressure)
4. Assume a gas price of £0.45/therm.
5. Assume an electricity price of £0.10/kWh.
6. Calculate Total Variable Costs.
7. Work out how much you need to set aside each year to replace all of the catalysts.
8. Calculate the annual costs for labour, maintenance, depreciation and taxes/insurance.
9. Work out the Total Fixed Costs (annual and £/tonne H2).
10. Calculate the Total Production Costs at full capacity.
What is the cost of hydrogen/t when the plant operates at only 50% capacity? BOC-Foster Wheeler celebrate launch of England’s biggest hydrogen plant on Teesside
READING, UK, 4 FEBRUARY 2002 - The largest hydrogen production plant in England – built by Foster Wheeler and owned and operated by BOC – has come onstream at Huntsman's manufacturing operations on Teesside.
The £30 million hydrogen plant at Huntsman's North Tees site near Seal Sands will supply up to 32,000 tonnes a year of high purity hydrogen by pipeline to Huntsman's production facilities at North Tees and Wilton. Under a 15 year supply agreement with Huntsman the plant will also supply 100 tonne an hour of high pressure steam to the North Tees site.
Huntsman will use the hydrogen on Teesside as a key feedstock for its polyurethanes raw materials manufacturing operations at Wilton and its aromatics production complex at North Tees.
Design and construction of the plant, which included the building of a new pipeline infrastructure under the River Tees, was undertaken and managed by Foster Wheeler Energy Limited under the business alliance with BOC. The plant utilises Foster Wheeler's proprietary TERRACE WALLTM Steam Methane Reforming Furnace. The operation of the new plant will be managed as part of BOC's existing Teesside facility, one of the largest industrial gases complex in Europe.
The plant is at the cutting edge of environmental advances and is the first in the Teesside area and the first in the UK oil refinery sector to be awarded an Integrated Pollution Prevention and Control permit by the Environment Agency. Under new legislation, operators must demonstrate that they operate plants in a way that prevents or minimises emissions to air, land or water.
Dick Grant, BOC's chief executive, Process Gas Solutions, said: “We are delighted to have been involved in this tremendously exciting project which will bring many benefits to Huntsman, a company which we recognise as being of key importance to the development of the chemical industry on Teesside. This new plant extends and strengthens our supply capability for our customers on Teesside and further consolidates BOC's position as the leading supplier of all industrial gases in this area, which is particularly important given its position as a world class chemical manufacturing centre. The plant has also been built on time and on budget with no safety incidents.” Ian Bill, chairman and chief executive, Foster Wheeler Energy Limited, said: “Foster Wheeler is delighted that this project has reached a safe and successful conclusion ahead of schedule. The combined strengths of our alliance with BOC in technology, project execution and plant operations have enabled us to develop a unique and value-adding solution to fully meet Huntsman's requirements. This project in Teesside is one of eleven projects awarded to us since the establishment of Foster Wheeler's Hydrogen Centre of Excellence in Reading. The project was executed from our full-service Teesside Operations centre which, being only four miles from the construction site, gave us additional benefits: excellent communications and a local, responsive team.”
The project - which was completed in early 2002 – will lead to greater job security within the organisations involved. The plant was built on time and on budget, with no safety incidents in over 400,000 hours worked.
In addition to the £30 million investment on the plant itself, a further £10 million has been spent on associated new infrastructure, pipelines and high purity water supplies by Huntsman and Hartlepool water company h2go Ltd, a subsidiary of Anglian Water.
Photographs are available from http://www.newscast.co.uk/
source: Foster Wheeler Corporation website - http://www.fwc.com/