LOCALIZED CORROSION.
In this section, two types of localized corrosion will be described, crevice and pitting corrosion. They are termed localized as they occur in specific areas and not completely over the surface even though a large amount of material is exposed to the same environment. Only a small amount of the surface corrodes while the remainder shows no evidence of corrosion. A major issue with this type of corrosion is that penetration into the material is usually much greater than the lateral spread along the surface. The severity of corrosion is not measured by surface appearance but how much of the material hidden below the surface has dissolved.
CREVICE CORROSION .
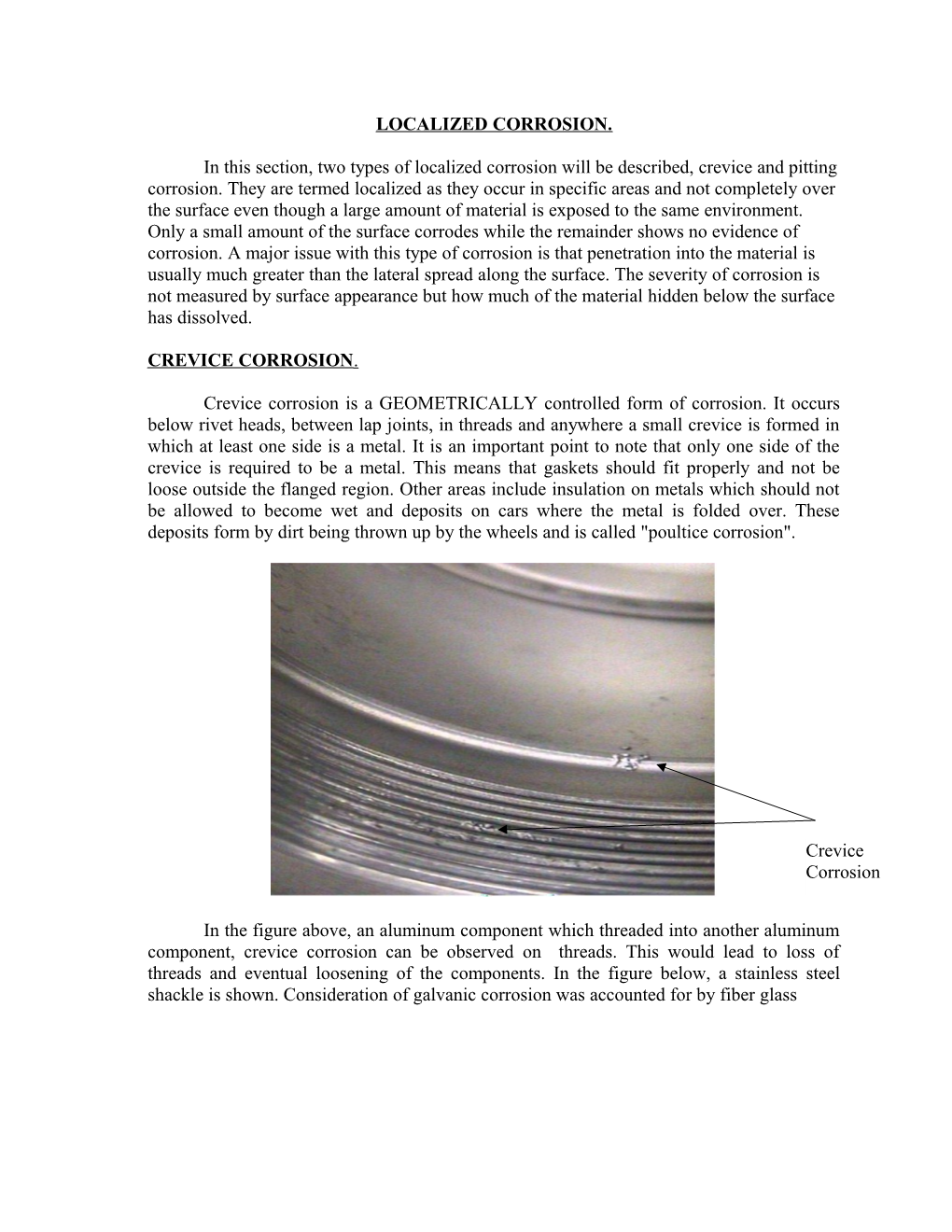
Crevice corrosion is a GEOMETRICALLY controlled form of corrosion. It occurs below rivet heads, between lap joints, in threads and anywhere a small crevice is formed in which at least one side is a metal. It is an important point to note that only one side of the crevice is required to be a metal. This means that gaskets should fit properly and not be loose outside the flanged region. Other areas include insulation on metals which should not be allowed to become wet and deposits on cars where the metal is folded over. These deposits form by dirt being thrown up by the wheels and is called "poultice corrosion".
Crevice Corrosion
In the figure above, an aluminum component which threaded into another aluminum component, crevice corrosion can be observed on threads. This would lead to loss of threads and eventual loosening of the components. In the figure below, a stainless steel shackle is shown. Consideration of galvanic corrosion was accounted for by fiber glass . insulating pieces on the bolt and eyes of the shackle. However, crevice corrosion was evident on the shackle. One feature to separate this material removal process from wear is that the region where crevice corrosion occurred showed no evidence of scratches or abrasion which would have occurred if wear had removed the material on the shackle. Around half of the diameter was removed by the crevice corrosion, significantly decreasing the load bearing ability. The crevice corrosion in all these cases would be hidden and not easily found by visual inspection. The aluminum threads were internal and the line on the shackle would rest in the region of crevice corrosion. The crevice corrosion on the long bolts shown in the introduction would also be hidden.
Mechanism of Crevice Corrosion.
The general conditions for crevice corrosion include a stagnant solution and a gap between two surfaces, one of which is metal, of the order of 0.002". Initially, the usual anodic and cathodic reactions occur over the surface of the metal. The general anodic reaction is:- M -> Mz+ + ze- The general cathodic reaction is :- O2 + 2H2O + 4e- -> 4(OH-) These initially occur over the whole surface. However a restriction occurs in the crevice region such that the dissolved oxygen in the crevice cannot easily be replaced. The region inside the crevice cannot then support a cathodic reaction. It can still support an anodic reaction of the type shown above. Outside the crevice region the cathodic reaction proceeds but anodic reaction ceases as it is concentrated in the crevice. An electrical charge imbalance exists between the high positive charge within the crevice from metal ions and the negative charge outside the crevice. As a result, negative ions are attracted into the crevice. The limit is the small size of the crevice. Chloride ions are the favored ions to be attracted into the crevice. Associated with the negative chloride ion is the very small positive hydrogen ion. Both the chloride ion concentration and the hydrogen ion concentration increase within the crevice. That is the pH in the crevice decreases from values of 6 to 2 - 3. The effect of this acidification is that the corrosion rate inside the crevice increases. The chloride ion repeatedly reacts as shown below where the chloride ion associates with the metal ion and the metal chloride reacts with water to form metal hydroxide and hydrochloric acid. The dissociated chloride ion can react again with the metal ion and the series of reactions repeat. This is termed Autocatalytic behavior. With the increase in anodic rate the cathodic reaction of oxygen outside the crevice increases, further protecting the region outside the crevice. Reactions inside the crevice include:-
M+ + Cl- > M+ Cl-
Mz+Cl-Z + zH2O -> M(OH)z + z(H+Cl-)
H+Cl- > H+ + Cl-
This results in acidification within the crevice. Note that only the region inside the crevice will be corroded. This is also important as the anodic area is localized and small in comparison to the cathodic area. The area effect then also comes into play with a small anode carrying the same current as the cathode, leading to an increased current detnsity and corrosion rate. So several factors are involved in crevice corrosion, electrical charge imbalance, leading to a lower pH and chloride ion concentration increase, and a very unfavorable anode to cathode area ration all if which lead to an enhanced anodic rate. In many cases crevice corrosion is not detectable by visual inspection as it occurs in lap joints as shown below, in threads as shown in the earlier pictures and as such it is insidious in nature. The hidden nature of the corrosion also makes inspection very difficult. The best method is to avoid this corrosion type at all costs. Crevice Metal or non metal
Metal
O , H 0 , Na+ , Cl - - 2 2 z+ in solution M - > M + ze
O + 2H 0 + 4e - -> 4(OH- ) 2 2
Low pH and high Cl ion content.
Materials. Materials that are very prone to this type of corrosion are those, which rely on passive films such as the stainless steels. A listing from a test program is shown below. The nickel alloys are very resistant to crevice corrosion as are the titanium alloys. The stainless steels are marginal performers in crevice corrosion applications. Materials which exhibit good resistance to crevice corrosion usually have the following properties:-
1) Low critical current density
2) Low passivation potential.
3) Wide passive region.
That is materials that passivate easily and do not need many ions to maintain a passive film will have good crevice corrosion resistance.
Geometry The wider the crevice the less likelihood of crevice corrosion as the stagnant solution conditions break down and the oxygen in the crevice can be replenished. Preventative Measures.
1. Do not form crevices. Use alternative joining technology such as welding or brazing.
2. Use sealants to avoid moisture penetrating into the crevice. Caulks are very good, however many depend on acetic acid evaporation to cure. These should not be used as they possibly will initiate crevice corrosion by creating a local acidic environment.
3. Design to remove stagnant areas where moisture and deposits can collect. Design in drains which permit full draining of the system with no residual moisture.
4. No materials which will hold moisture near the metal surface.
5. Increase maintenance to include removal of deposits by high pressure washing.
Testing Technology. One test it to place thin Teflon sheets between pieces of metal to simulate a crevice. The pieces are held together with elastic bands which can be removed, and the pieces separated to determine if crevice corrosion occurred after exposure. Another test technique involves potentiodynamic testing and is described at the end of pitting corrosion section.
PITTING CORROSION
Pitting corrosion is a form of localized corrosion as it does not spread laterally across an exposed surface rapidly but penetrates into the metal very quickly, usually at an angle of 90o to the surface. It was called worm hole corrosion as it resembled wood worm holes on wood. It can result in tanks leaking, boat engines requiring repair when the salt water pits the water cooling jacket and makes holes in the cylinder walls with loss of compression.
Pits on stainless steel rings after exposure to the marine environment
. Solution Conditions.
Stagnant solution conditions favor pitting corrosion. The presence of halide ions, chloride, fluoride bromide and iodide, can all pit metals. The most aggressive ion depends on the metal and ion combination. For example, for 304 stainless steel, the chloride ion is the most aggressive, while for 316, the fluoride ion results in more pitting than the chloride. The cupric and ferric ions can be reduced to provide a cathodic reaction capable of supporting pitting. A deoxygenated solution can still support pitting if these ions are present in solution.
Metals.
The metals recognized for pitting are materials which were designed as passive metals, such as the stainless steels, aluminum alloys and nickel alloys. This tends to be due to the difficulty in obtaining uniform corrosion in these alloys. Metals which are easy to obtain uniform corrosion do not tend to be thought of as metals that pit, as the conditions used for pitting generally have initiated uniform corrosion prior to pitting. For example a plain carbon or low alloy steel will uniformly corrode in seawater while a 304 steel will pit. However at low enough chloride ion content, localized pitting corrosion can be initiated on plain and low alloy steels.
Pitting Mechanism.
Pitting can be separated into two different regions, namely pit initiation and pit growth. The growth mechanism is reasonably well understood, while initiation mechanism is not very clear.
Pit Growth.
From a mechanistic point of view, the growth of a pit can be regarded as similar to the corrosion process in a crevice, covered in the previous section. The exposed surface outside the growing pit is cathodically protected by supporting the reduction of oxygen to hydroxyl ion reaction:-
O2 + 2H2O + 4e- -> 4(OH-)
As this cathodically protects the region outside the pit, the metal dissolution region cannot spread laterally across the surface. In addition the large cathodic surface can maintain this reaction and form a large cathode to small anode ratio which will accelerate the anodic reaction. Within the pit, which is regarded as a small hemisphere at this stage, the metal dissolution reaction is taking place. This is the general anodic reaction of:- M -> Mz+ + ze- However, it is the only reaction within the pit and results in an electrical imbalance again which attracts negatively charge ions, usually chloride ions. The autocatalytic reaction to form hydrochloric acid in the pit is initiated and continues:-
Mz+Cl-Z + zH2O -> M(OH)z + z(H+Cl-)
Pitting, like crevice corrosion, is an autocatalytic reaction once it is started and the pH decreases while chloride ion concentration increases inside the pit.
Pit Initiation.
Pit initiation is not well understood. Pit initiation time can very from very short, days, to very long times, many years. Small changes in conditions can make the difference in whether pits occur or not. There are many mechanisms of pit initiation. These will be reviewed in the following section. At this time it would appear that no one general mechanism is available. The initiation mechanism could be metal specific and history dependent in some cases. In other situations a general type of pit initiation mechanism may be invoked. Most mechanisms involve a breakdown of the passive layer on a metal. The passive layer is thought to be a complicated layer on the surface of a metal. It is a layer which is 30 to 100 Angstroms thick. As an atom is only about 2 Angstroms in diameter, then a passive layer is only about 15 to 50 atoms thick. Experimentally this is very difficult to examine, especially in pitting investigations when the experimentalist does not know which site is going to pit. The passive layer is thought to be a two phase type of structure with the side nearest the metal a crystalline phase while the layer nearest the solution side is thought to be an amorphous mixture of metal ions and hydroxyl ions.
Initiation Mechanisms
1. Defect Theory.
Early investigators suspected that defects in the film broke down. The film defects were related to metal defects such as grain boundaries or slip steps due to dislocations emerging form the surfaces. These sites would be local anodes and initiate breakdown as the film probably was not fully formed over these local anomalies. Unfortunately, although some materials show a relationship between pits and defects, it is not a general rule.
2. Chloride Ion Dissolution.
Many metal chlorides are soluble in water. One theory used this fact to suggest that at the solution/passive layer interface the chloride ion replaced the hydroxyl ion to form a metal chloride that dissolved. Another chloride ion at the same location then dissolved some more of the passive layer until the bare metal was exposed. Further chloride ion dissolution would then form a pit into the metal. This mechanism predicts that once a pit forms it will continue to grow. Unfortunately, some pits cease to grow. 3. Peptisation.
A similar model was presented along the lines that the chloride ion diffused thorough the passive layer to the metal surface and then caused dissolution of the metal. Further chloride ions would then diffuse and keep the pit growing. Again this predicts that once a pit starts it continues and it is not always the case.
4. Local Cells.
In many alloys second phases are present which will behave differently electrochemically. Some will be anodic to the matrix and some will be cathodic to the matrix. A good example is age hardening aluminum alloys. For the 2000 series the main alloy additive is copper. The copper rich particles are cathodic to the matrix. These local cells can break down passive layers and initiate pits. Again this is not a generalized theory as pits can be formed in very pure single crystals.
5. Stress Theory.
As the passive films grow stresses are induced as they do not have the same crystal dimensions as the metal on which they are growing. Locally the films rupture and chloride ions can get to the surface and promote dissolution of the metal.
6. Vacancy Theory.
For a passive film to form, metal ions or cations must diffuse from the metal/passive film interface to the passive film/solution interface. The cation diffusion can be thought of as a cation vacancy diffusing to the metal/film interface. If enough of these can be brought together at the metal/film interface then a void would be created along with a stress concentration. The stress concentration in combination with the film stress may be sufficient to rupture the film and initiate pitting. The usefulness of this model is that by application of standard electrical engineering theory, pit initiation rates can be determined. It works well for many systems.
7 Breakdown and Repair.
One drawback of many of the above theories is that they rely on a static film prior to breakdown. On of the most recent and widely accepted theories is that the passive film is a dynamic system. At any time portions of it are well established while others are breaking down by any of the above mechanisms. The film has the ability to repair and in many cases will do. However, a combination of film thickness and chloride ion concentration will be present when the film cannot repair and at this time a pit will initiate. Other areas of the film will also initiate a pit and some will grow while others will repair. This model fits with the dynamics of a corrosion reaction and also with the observation that some pits initiate but do not grow while others are initiated later and grow. It also takes into account the different breakdown theories which may be alloy specific. Prevention Measures.
1. Material Selection.
Select the best alloy available. Nickel alloys are better than stainless steels in seawater- remember the stainless shackle in class. Titanium alloys are also very good in resisting pitting corrosion along with the noble metals. These can be used as liners in vessels, as can plastics and glass. The chemical industry uses glass lined reaction vessels.
2. Solution Conditions
No stagnant solutions. Pits have a difficult time initiating in a flowing solutions. Remember though that erosion corrosion can become a problem, so it is not a very good solution.
3. Impressed Current Protection and Sacrificial Anodes.
Make the metal cathodic and pitting will not occur. Remember that pitting involves an anodic reaction and if stopped it will stop pitting.
4. Inhibitors.
Inhibitors will stop pitting by retarding the electrochemical reactions. Remember to keep the required level of inhibitor though or pitting can be enhanced as insufficient inhibitor will produce local anodes.
5. Environment exclusion.
Grease can be used to stop moisture attacking the metal surface. It has to be well maintained though. Usually paints should not be used to protect passive metals such as stainless steels against pitting. The paints will stop the passive film forming and form local anodes when the paint becomes damaged. Instead a better metal selection should be made.
Testing Technology.
One general test is a “Cylic Polarization Scan” described below. It will determine if a material is unsuitable for service. A pitting scan involves scanning from the cathodic region into the anodic region until a current density of between 100 and 1000 A/cm2 is measured. The potential scan potential is then reversed to return to a cathodic direction. The current density behavior is recorded again. If the current density remains at a high level, ie greater than the forward scan current density, then the material is liable to pit and crevice corrode in the solution. If the current density is less than the forward scan then the metal will not pit and withstand crevice corrosion. These two behaviors are shown below.
Potential
log current density Potentiodynamic Anodic Scan for a Metal with Poor Pitting and Crevice Corrosion Resistance. Note the arrows show the direction of the scan.
Potential volts
log current density
Potentiodynamic Anodic Scan for a metal with good pitting resistance. Note the reverse scan does not cross the forward going scan. Experimental Procedures.
1. All solutions should be of high purity components.
2. Sample finish should be 600 grit.
3. Purge solution for one hour with nitrogen.
4. Immerse test sample one hour prior to start of data collection.
5. Start scan at least 50mV more cathodic than Eoc
6. Scan rate should not exceed 0.6v/hr of 1.6mv/sec.
7. Increase potential to a specified value or a specified current value.
8. To investigate pitting, reverse the scan direction at the potential or current value specified.
9. Upon reverse scan, stop test at original Eoc.
Advantages.
1. Short term test.
2. Can use actual metals and solutions.
3. Easy interpretation of data.
4. Standardized test so reproducible.
Disadvantages.
1. Destructive test.
2. Data can be dependent on scan rate set for passive metals. 2
1 L A ) I E T C N S E ( T V O
0 P
Steel
-1 10-3 10-2 10-1 100 101 102 103 LOG CURRENT DENSITY M ICROAM PS PER CM 2
Data from potentiodynamic scans for several different samples is shown above. A material with good resistance to localized corrosion is shown along with one passivating material with poor resistance to localized corrosion and steel, which is an active corrosion material with no tendency to passivate.
In the figure below, both pitting corrosion and crevice corrosion are visible on an aluminum cover plate. The location of this plate is in the bilge of a boat where it is often covered with water. Creviec corrosion occurred in two different locations. A small aluminum rivet was used to hold an electrical connector onto the plate and this is the first area of crevice corrosion. Later, the electrical ground connector was moved to underneath the lowest of the fastening bolts as the crevice corrosion at the initial site lost electrical contact. Pits are present on the surface of the aluminum close to the bolt at the left of the picture from exposure to water. Crevice Pits