Inaccuracies of Industrial Robot Positioning and Methods of Their Correction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Special Power Report Kia Kia Leads All Industry Brands in 2016 Initial Quality Study Soul and Sportage Receive Initial Quality Awards
July 2016 J.D. POWER Special Power Report Kia Kia Leads All Industry Brands in 2016 Initial Quality Study Soul and Sportage Receive Initial Quality Awards ia ranks highest among all automotive industry nameplates in the J.D. Power 2016 U.S. Initial Quality StudySM (IQS). This significant milestone comes just one year after Kia ranked K In ranking highest second overall in the 2015 IQS. It also represents the first time in among all brands 27 years that a non-luxury brand has led the industry in the U.S. industry-wide, Initial Quality Study. In addition to its industry-leading performance Kia earns an this year, Kia produces two award-recognized models: the 2016 overall score of 83 Soul in the Compact MPV segment (second consecutive year) and problems per 100 the 2016 Sportage in the Small SUV segment. vehicles (PP100) in the 2016 U.S. IQS, which exceeds industry average by 22 PP100 and represents a 3-point improvement 2016 NAMEPLATE IQS RANKING from 86 PP100 in 2015. Problems per 100 Vehicles (PP100) • Lower Score = Higher Quality The 2016 U.S. IQS evaluates eight problem categories that Kia 83 Porsche 84 comprise initial quality: Hyundai 92 • Exterior Toyota 93 BMW 94 • Driving Experience Chevrolet 95 • Features/Controls/Displays (FCD) Buick 96 • Audio/Communication/Entertainment/Navigation (ACEN) Lexus 96 • Seats Lincoln 96 • Heating, Ventilation, and Air Conditioning (HVAC) Nissan 101 Ford 102 • Interior GMC 103 • Engine/Transmission Infiniti 103 Volkswagen 104 The IQS measures both defects/malfunctions and design- Industry Average 105 related problems—features that may be operating as intended but are poorly located or difficult to use. -

Installation Guide Thehkht1 Firmware for DBALL 2 Is an All-In-One Door Lock and Override Module Compatible with Specifichyundai and Kia Vehicles
Platform: DBALL2 Firmware: HKHT1 Rev.: 201 70 831 Update Alert: Firmware updates are postedon the web on a regular basis. We recommend that you check for firmware and/or install guide updates prior to installing this product. Installation Guide TheHKHT1 firmware for DBALL 2 is an all-in-one door lock and override module compatible with specificHyundai and Kia vehicles. This module can only be flashed and configured using XpressVIP at www.directechs.com or using the Directechs Mobile application for smartphones. Refer to the Module Programming sectionon page n for more information. Index Vehicle Application Guide................................... ......................................................................................................... 02 Installation(Wiring Diagram s & Vehicle Wiring Reference Chart s ) Type 1................................................................................................ ......................................................................... 03 Type 2................................................................................................ ......................................................................... 07 Type 3................................................................................................ ......................................................................... 11 Programming Type 1: Module Programming ... .................................................................................................................................. 14 Types. 2 & 3: -
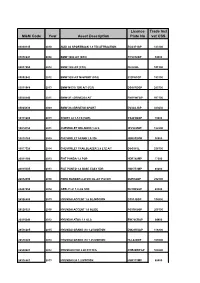
M&M Code Year Asset Description Licence Plate No Trade Incl Vat
Licence Trade Incl M&M Code Year Asset Description Plate No vat CSS 04030145 2010 AUDI A3 SPORTBACK 1.9 TDI ATTRACTION ZCG371GP 123100 05036241 2008 BMW 320d A/T (E90) YCV852GP 94000 05037059 2012 BMW 320i A/T (F30) DHJ286L 181300 05052042 2012 BMW 520i A/T M-SPORT (F10) 032PATGP 193190 05011968 2013 BMW M135i 3DR A/T (F21) DG66FDGP 285300 05020240 2011 BMW X1 sDRIVE20d A/T FM11WFGP 167100 05065430 2009 BMW X6 xDRIVE50i SPORT DV42SJGP 323630 10311200 2013 CHERY J2 1.5 TX (5DR) CS26YGGP 70600 10074150 2011 CHEVROLET ORLANDO 1.8LS JFV289NW 122900 10010160 2009 CHEVROLET SPARK LS 5Dr JBG852NW 36900 10077320 2014 CHEVROLET TRAILBLAZER 2.8 LTZ A/T DSG565L 236300 20011160 2013 FIAT PANDA 1.2 POP HDR742MP 77300 20015305 2013 FIAT PUNTO 1.4 BASE EASY 5DR HSH753MP 80200 22032690 2016 FORD RANGER 2.2TDCI XL A/T P/U D/C DUPHAGP 292100 23407050 2014 GEELY LC 1.0 GS 5DR DH19BSGP 60300 26526400 2015 HYUNDAI ACCENT 1.6 GL/MOTION DT93JBGP 154800 26526521 2016 HYUNDAI ACCENT 1.6 GLIDE FG31KSGP 208300 26515340 2012 HYUNDAI ATOS 1.1 GLS BW70CBGP 54400 26516285 2015 HYUNDAI GRAND i10 1.25 MOTION DW23RSGP 116800 26516285 2014 HYUNDAI GRAND i10 1.25 MOTION HLL648MP 103000 26530401 2012 HYUNDAI H100 2.6D F/C D/S CDE29WPGP 100800 26516461 2013 HYUNDAI i20 1.2 MOTION HSR315MP 88400 26516502 2016 HYUNDAI i20 1.4 FLUID DNW822L 183700 26569110 2012 HYUNDAI iX35 2.0 GLS/EXECUTIVE DT34DWGP 162400 26540102 2013 HYUNDAI MIGHTY HD72 F/C C/C CL95RFGP 191000 32125100 2016 KIA K 2500 P/U S/C NUR54345 200000 32160263 2015 KIA SPORTAGE 2.0 IGNITE DZ81MTGP 240600 41514110 -
08/16/2021 Unclaimed Vehicles List
Department of Transportation Safety Division Towing Section 8/16/2021 NOTICE TO LAST KNOWN REGISTERED OWNERS AND SECURED PARTIES OF ABANDONED VEHICLES TAKEN INTO CUSTODY BY THE POLICE PURSUANT TO SECTION 25-205 OF THE TRANSPORTATION ARTICLE OF THE MARYLAND ANNOTATED CODE, THIS IS TO GIVE NOTICE THAT VARIOUS VEHICLES HAVE BEEN TAKEN INTO CUSTODY AND ARE NOW STORED AT THE TOWING SECTION LOCATED AT 6700 PULASKI HIGHWAY, BALTIMORE, MARYLAND 21237. ALL REGISTERED OWNERS AND SECURED PARTIES OF THESE VEHICLES HAVE THE RIGHT TO RECLAIM THEIR VEHICLES WITHIN ELEVEN (11) WORKING DAYS AFTER THE DATE OF THIS NOTICE SO LONG AS ALL TOWING, PRESERVATION AND STORAGE CHARGES ARE PAID. FAILURE OF AN OWNER OR SECURED PARTY TO EXERCISE THIS RIGHT WITHIN THE TIME PRESCRIBED ABOVE CONSTITUTES A WAIVER BY THEM OF ALL RIGHTS, TITLE AND INTEREST IN THEIR VEHICLE AND WILL BE CONSIDERED THEIR CONSENT TO THE SALE OF THE VEHICLE AT PUBLIC AUCTION OR RETENTION OF THE VEHICLE FOR PUBLIC PURPOSES. VISIT OUR WEBSITES: WWW.BALTIMORECITY.GOV/GOVERNMENT/TRANSPORTATION AND WWW.BALTIMORECITYTOWING.NET TO VIEW THE FULL LISTING OF THESE “UNCLAIMED” VEHICLES. Babatunde Yussuf ACTING TOWING MANAGER Page: 1 Year Make Type Serial Number Prop.No. TRL 123122 P404317 03 ACURA 3.2 CL CAR 19UYA42623A013261 P405093 99 ACURA 3.2T CAR 19UUA5640XA032779 P401892 03 ACURA L CAR 19UUA56693A069440 P404926 01 ACURA RL CAR JH4KA96561C001259 P405176 05 ACURA RL CAR JH4KB16585C016950 P404427 05 ACURA RL CAR JH4KB16505C001908 P404876 05 ACURA RL CAR JH4KB16535C015091 P405191 14 ACURA RLX CAR JH4KC1F58EC000065 P404690 06 ACURA RSX CAR JH4DC54896S007966 P404850 99 ACURA TL CAR 19UUA565XXA017635 P404528 00 ACURA TL CAR 19UUA5666YA002365 P405130 01 ACURA TL CAR 19UUA56621A007147 P404932 01 ACURA TL CAR 19UUA56621A022876 P405092 03 ACURA TL CAR 19UUA56603A049593 P404543 03 ACURA TL CAR 19UUA56803A090999 P404873 Department of Transportation Safety Division Towing Section Newspaper Advertisement Listing Schedule for 8/16/2021 Page: 2 Year Make Type Serial Number Prop.No. -

Chinese Auto Manufacturers Continue to Close Quality Gap in J.D
Chinese Auto Manufacturers Continue to Close Quality Gap in J.D. Power Vehicle Dependability Study Beijing Hyundai Receives Three of 12 Model-Level Awards; Porsche Ranks Highest in Vehicle Dependability among Luxury Brands; MINI and Volkswagen Rank Highest among Mass Market Brands Shanghai: 26 November 2015 — Vehicle dependability has improved this year, as long-term reliability and durability approach mature market levels in aggregate problems reported, according to the J.D. Power 2015 China Vehicle Dependability StudySM (VDS) released today. The rate of improvement in overall dependability is most pronounced among domestic Chinese brands, which have continued to narrow the quality gap with international brands in 2015. Now in its sixth year, the study measures problems experienced during the past six months by original owners of vehicles after 37 to 48 months of ownership. The study examines 202 problem symptoms across eight categories: engine and transmission; vehicle exterior; driving experience; features/ controls/ displays; audio/ entertainment/ navigation; seats; heating, ventilation and cooling (HVAC); and vehicle interior. Overall dependability is determined by the number of problems experienced per 100 vehicles (PP100), with a lower score reflecting higher quality. Key Findings: • Overall Dependability Improves to Mature Market Levels: Overall vehicle dependability improves significantly in 2015, with total reported problems per 100 vehicles (PP100) dropping to 156 PP100 from 193 PP100 in 2014. This continued improvement in vehicle dependability has put China more in line with other, more mature automotive markets, including the United States, which it lags by just 9 PP100. • Domestic Auto Brands Show Sharpest Improvement: Domestic brands improve the most among all brand origins (-48 PP100). -

2019 Sorento Vehicle Feature Tips
2019 KIA SORENTO Vehicle Feature Tips Many of the Tips presented below are covered in greater detail in the Owner’s Manual, Multimedia System Manuals, Features and Functions Guide and Quick- Start Guide hangtag supplied with your new vehicle. 2019 Sorento SX Limited AWD shown Voice Recognition1 and Bluetooth®2 Using Voice Recognition • During the pairing process, please make sure you accept Improve Bluetooth®2 Voice Recognition (VR) performance by all requests for phonebook download and future auto- making a few simple changes to your phone contacts: connection on your phone. • If you experience any issues with auto-connection, • Use full names (first and last names) vs. short or single try the following: syllable names (“John Smith” vs. “Dad,” “Smith Residence” vs. “Home”). • Reboot your phone (turn the phone off and then on). • Avoid using special characters, emojis, and hyphenated • Update the phone operating system to the most recently names (@, &, #, /, -, *, +, etc.). released version. • Avoid using acronyms (“Emergency” vs. “ICE” or “In Case of • Delete the phone from the radio and the radio from the Emergency”) or words with all capital letters. phone, and re-pair. • Spell words completely; system will not recognize • Ensure the phone has the Bluetooth®2 feature activated. abbreviations (“Doctor Smith” vs. “Dr. Smith”). • If some contacts are not downloading to the radio, check • Always wait for the beep before speaking any commands. to confirm that the contact has been entered correctly and that it has been stored under the categories (HOME, • When using VR to place a call, speak in a natural, moderate MOBILE, WORK, iPhone®3) that are supported by the radio. -

Car Wars 2020-2023 the Rise (And Fall) of the Crossover?
The US Automotive Product Pipeline Car Wars 2020-2023 The Rise (and Fall) of the Crossover? Equity | 10 May 2019 Car Wars thesis and investment relevance Car Wars is an annual proprietary study that assesses the relative strength of each automaker’s product pipeline in the US. The purpose is to quantify industry product trends, and then relate our findings to investment decisions. Our thesis is fairly straightforward: we believe replacement rate drives showroom age, which drives market United States Autos/Car Manufacturers share, which drives profits and stock prices. OEMs with the highest replacement rate and youngest showroom age have generally gained share from model years 2004-19. John Murphy, CFA Research Analyst Ten key findings of our study MLPF&S +1 646 855 2025 1. Product activity remains reasonably robust across the industry, but the ramp into a [email protected] softening market will likely drive overcrowding and profit pressure. Aileen Smith Research Analyst 2. New vehicle introductions are 70% CUVs and Light Trucks, and just 24% Small and MLPF&S Mid/Large Cars. The material CUV overweight (45%) will likely pressure the +1 646 743 2007 [email protected] segment’s profitability to the low of passenger cars, and/or will leave dealers with a Yarden Amsalem dearth of entry level product to offer, further increasing an emphasis on used cars. Research Analyst MLPF&S 3. Product cadence overall continues to converge, making the market increasingly [email protected] competitive, which should drive incremental profit pressure across the value chain. Gwen Yucong Shi 4. -

SPORTAGE What’S on Your Checklist for Your Next Vehicle? Sure, All the “Must Haves” Need to Be Covered – Safety, Fuel Efficiency and Storage Capacity
2016 SPORTAGE What’s on your checklist for your next vehicle? Sure, all the “must haves” need to be covered – safety, fuel efficiency and storage capacity. If you’re looking WANT VS. for a compact crossover, Sportage is certain to fill all those checkboxes. But what really separates it from the pack is how it scores on so many other levels, starting with its sporty look. Not surprising for a vehicle called Sportage. What’s NEED. also going to grab your attention is a lengthy list of features that turn driving into a time you really look forward to, from dialled up performance to an HOW ABOUT available UVO infotainment system. As for quality, it doesn’t get any better than this: Sportage was named the Highest Ranked Small SUV in Initial Quality in a Tie in the U.S. by J.D. Power and Associates.10 The 2016 Kia Sportage. We’re not BOTH? talking just satisfaction here, we’re talking enthusiasm. An outstanding vehicle isn’t designed around a frame, or a series of parts – it’s designed around a lifestyle. It’s all about knowing how you’ll use your vehicle – what you like, and what you don’t. YOU LIVE IT. There’s lots to like about the Sportage, whether it’s the charge SOLID PERFORMANCE SMOOTH, PRECISE HANDLING INNOVATIVE TECHNOLOGY you’ll get out of the SX model’s 260-horsepower turbocharged Sportage LX and EX models are For smooth performance, An available in-dash 1 2.0-litre Gasoline Direct Injection (GDI) 4-cylinder engine. -

2013.Kia.Sportage
2013.KIA.SPORTAGE kia.com facebook.com/kia twitter.com/kia youtube.com/kia All information contained herein was based upon the latest available information at the time of printing. Descriptions are believed to be correct, and Kia Motors America makes every effort to ensure accuracy, however accuracy cannot be guaranteed. From time to time, Kia Motors America may need to update or make changes to the vehicle features and other vehicle information reported in this brochure. Some vehicles shown may include optional equipment. All video and camera screens shown in brochure are simulated. Kia Motors America, by the publication and dissemination of this material, does not create any warranties, either expressed or implied, to any Kia products. See your Kia retailer or kia.com for further details concerning Kia’s available limited warranties. ©2012 Kia Motors America, Inc. Reproduction of the contents of this material without the expressed written approval of Kia Motors America, Inc., is prohibited. KIA MOTORS AMERICA, INC. P.O. BOX 52410 IRVINE, CA 92619-2410 1-800-333-4KIA Part #UP130 PM001A Good things come in perfectly sized packages. Presenting the 2013 Kia Sportage. It delivers key performance benefits of a crossover, including agile handling and an exceptionally smooth ride. It also offers available advanced features that range from a ventilated driver’s seat* to SOLID PERFORMANCE ADVANCED TECHNOLOGY PEACE OF MIND† 1 UVO* — an in-vehicle infotainment system that lets you manage your music conveniently The Sportage is equipped with a An available voice-activated Sportage features a full range of 2 2.4L 176-hp4 4-cylinder engine that navigation system* lets you make advanced active and passive safety and enjoy hands-free use of your cell phone. -

2018 Sportage Vehicle Feature Tips
2018 KIA SPORTAGE Vehicle Feature Tips Many of the Tips presented below are covered in greater detail in the Owner’s Manual, Multimedia System Manuals, Features and Functions Guide and Quick Start Guide hang-tag supplied with your new vehicle. 2018 Sportage SX Turbo AWD Voice Recognition and Bluetooth®1 Using Voice Recognition • During the pairing process, please make sure you accept ®1 all requests for phonebook download and future auto- Improve Bluetooth Voice Recognition (VR) performance by connection on your phone. making a few simple changes to your phone contacts: • If you experience any issues with auto-connection, • Use full names (first and last names) vs. short or single try the following: syllable names (“John Smith” vs. “Dad”, “Smith Residence” vs. “Home”). • Reboot your phone (turn the phone off and then on). • Avoid using special characters, emojis, and hyphenated • Update the phone operating system to the most recently names (@, &, #, /, -, *, +, etc.). released version. • Avoid using acronyms (“Emergency” vs. “ICE” or “In Case of • Delete the phone from the radio and the radio from the Emergency”) or words with all capital letters. phone, and re-pair. • Spell words completely; system will not recognize • Ensure the phone has the Bluetooth®1 feature activated. abbreviations (“Doctor Smith” vs. “Dr. Smith”). • If some contacts are not downloading to the radio, check • Always wait for the beep before speaking any commands. to confirm that the contact has been entered correctly and that it has been stored under the categories (HOME, • When using VR to place a call, speak in a natural, moderate MOBILE, WORK, iPhone®2) that are supported by the radio. -

2020 Kia Sportage Owner's Manual
Kia, THE COMPANY Thank you for becoming the owner of a new Kia vehicle. As a global car manufacturer focused on building high-quality vehi- cles with exceptional value, Kia Motors is dedicated to providing you with a customer service experience that exceeds your expectations. All information contained in this Owner’s Manual was accurate at the time of publication. However, Kia reserves the right to make changes at any time so that our policy of continual product improvement can be carried out. This manual applies to all trims of this vehicle and includes images, descriptions, and explanations of optional as well as standard equip- ment. As a result, some material in this manual may not be applicable to your specific Kia vehicle. Some images are shown for illustration only and may show features that differ from those on your vehicle. Drive safely and enjoy your Kia! Foreword Thank you for choosing a Kia vehicle. The information and specifications provided in this manual When you require service, remember that your Kia dealer were accurate at the time of printing. Kia reserves the right to knows your vehicle best. Your dealer has factory-trained tech- discontinue or change specifications or design at any time nicians, recommended special tools and genuine Kia replace- without notice and without incurring any obligation. If you ment parts. It is dedicated to your complete customer satisfac- have questions, always check with your Kia dealer. tion. We assure you of our continuing interest in your motoring Because subsequent owners require this important information pleasure and satisfaction in your Kia vehicle. -

Part 573 Safety Recall Report 20V-750
OMB Control No.: 2127-0004 Part 573 Safety Recall Report 20V-750 Manufacturer Name : Kia Motors America Submission Date : DEC 02, 2020 NHTSA Recall No. : 20V-750 Manufacturer Recall No. : SC200 Manufacturer Information : Population : Manufacturer Name : Kia Motors America Number of potentially involved : 294,756 Address : 111 Peters Canyon Road Estimated percentage with defect : 1 % Irvine CA 92606 Company phone : 800-333-4542 Vehicle Information : Vehicle 1 : 2012-2013 KIA Sorento Vehicle Type : LIGHT VEHICLES Body Style : ALL Power Train : GAS Descriptive Information : All 2012-2013 MY Sorento vehicles equipped with the 2.4L Theta II Multi-Port Injection (MPI) engines produced from April 26, 2011 through January 10, 2013. (38,361 vehicles potentially involved) The recall population was determined by a review of vehicle production records. The vehicles subject to this recall were not produced in VIN order. Customers seeking information about their specific vehicle will be referred to Kia’s Consumer Assistance Center or their Kia dealer. Production Dates : APR 26, 2011 - JAN 10, 2013 VIN Range 1 : Begin : NR End : NR Not sequential Vehicle 2 : 2014-2015 KIA Forte and Forte Koup Vehicle Type : LIGHT VEHICLES Body Style : ALL Power Train : GAS Descriptive Information : All 2014-2015 MY Forte and Forte Koup vehicles equipped with the 2.0L Nu Gasoline Direct Injection (GDI) engines produced from December 5, 2012 through April 8, 2015. (62,985 vehicles potentially involved) The recall population was determined by a review of vehicle production records. The vehicles subject to this recall were not produced in VIN order. Customers seeking information about their specific vehicle will be referred to Kia’s Consumer Assistance Center or their Kia dealer.