Plumbing & Cross-Connection Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Plumbing Guidelines for ADA Accessibility
Plumbing Guidelines for ADA Accessibility Course No: M01-004 Credit: 1 PDH Steven Liescheidt, P.E., CCS, CCPR Continuing Education and Development, Inc. 9 Greyridge Farm Court Stony Point, NY 10980 P: (877) 322-5800 F: (877) 322-4774 [email protected] Appendix A to Part 1191 - Americans with Disabilities Act (ADA) Accessibility Guidelines for Buildings and Facilities Americans with Disabilities Act (ADA) Accessibility Guidelines for Buildings and Facilities U.S. Architectural and Transportation Barriers Compliance Board (Access Board) 1331 F Street, N.W., Suite 1000 Washington, D.C. 20004-1111 (202) 272-0080 (202) 272-0082 TTY (202) 272-0081 FAX 4.16 Water Closets. mm) that allows a person in a wheelchair to make 4.16.1 General. Accessible water closets shall a parallel approach to the unit (see Fig. 27(c) and comply with 4.16.2 through 4.16.6. (d)). This clear floor space shall comply with 4.2.4. EXCEPTION: Water closets used primarily by children ages 12 and younger shall be permitted 4.16 Water Closets. to comply with 4.16.7. Fig. 27 Drinking Fountains and Water Coolers 45 4.17 Toilet Stalls. 4.16.2 Clear Floor Space. Clear floor space for bar centerline. The grab bar behind the water water closets not in stalls shall comply with Fig. closet shall be 36 in (915 mm) minimum. 28. Clear floor space may be arranged to allow either a left-handed or right-handed approach. EXCEPTION: If administrative authorities require flush controls for flush valves to be located in a 4.16.3* Height. -

Parker Legris Technical Tubing & Hose
Parker Legris Technical Tubing & Hose For advice or more information, please do not hesitate to contact us. Visit our website today: www.parkerlegris.com or consult our general Catalogue. Technical Tubing and Hose Overview P. 4-5 Technical Tubing and Hose Range P. 6-7 Packaging for Technical Tubing and Hose P. 8 Product Codes of Parker Legris Tubing and Hose P. 9 Flexible Calibrated Tubing Polyamide Tubing Semi-Rigid PA P. 11 Rigid PA P. 12 Table of Contents Table Fireproof PA P. 15 Anti-Spark with PVC Sheath P. 17 Polyurethane Tubing PU Ester P. 19 PU Ether - PU Ether Food-Grade "Crystal" P. 20 Antistatic PU P. 23 PU Ether, Anti-Spark, Single Layer / PU Ether, Anti-Spark with PVC Sheath P. 25 Polyethylene Tubing Advanced PE P. 27 Low Density PE P. 27 Fluoropolymer Tubing FEP P. 29 PFA P. 31 Antistatic PFA P. 31 Calibrated Multi-Tubing Polyamide Tubing with PVC Sheath Semi-Rigid PA P. 33 Twin Polyurethane Tubing Twin PU Ester P. 33 Calibrated Recoil Tubing Semi-Rigid PA Assembled with Fittings P. 35 PU Ester and Ether Tubing Assembled with Fittings, Metallic Spring Guard P. 37 Assembled with Fittings, Plastic Spring Guard P. 38 Coiled without Fittings P. 37 Braided PU Hose Assembled with Fittings, Plastic Spring Guard P. 41 Calibrated Braided Hose Clear Food-Grade PVC P. 43 Blue PVC P. 43 Self-Fastening NBR P. 45 Accessories P. 46-47 Compatibility Chart P. 48-49 Product Selection Table P. 50 3 Technical Tubing and Hose PA Tubing Fireproof High Resistance PA Tubing Anti-Spark PA or PU Tubing, with (P. -

Barbed Fittings and Clamps for Plastic and Rubber Tubing and Hose
123c Fittings & Clamps Hundreds of types of fittings To complete a tubing or hose and clamps can be used with installation, clamps are typically plastic and rubber tubing. Our necessary. NewAge Industries goal at NewAge® Industries is to offers a selection of quality offer a good cross-section of products to securely finish your fittings to efficiently connect our application. tubing and hose products. We suggest you use the The unique and compact ear- Recommended Fittings & type clamping system developed Clamps section found at by Hans Oetiker is a popular item. each tubing and hose Its simple design provides a product to guide you in strong clamping system that your selection. never needs retightening. The Oetiker name, as well as the You’ll see on the products it represents, is well following pages that known and respected throughout NewAge Industries the world. offers barbed fittings — Stainless steel worm gear clamps Thermobarb® — in are offered in many styles, various plastic materials including lined for use with soft and in brass for use with tubing. They offer a simple screw soft-walled tubing. A wide tightening method of installation. range of standard sizes are available. Many customers, however, do not want to use metal clamps for Heavy duty cam and groove various reasons (weight, couplings in two materials corrosion, conductivity), yet they handle corrosive materials. They still require a reliably strong and provide high impact strength and secure clamp. Kwik Clamp™ gives a much lighter weight than their the advantages of an all-plastic metal counterparts. design that cannot rust or corrode, will not vibrate loose, NewAge also offers push-to- and can be reused. -

How to Clean and Care Your Stainless Steel Sink
How to Clean and Care Your Stainless Steel Sink Our Stainless Steel Sinks are made of the highest quality 304 series stainless steel. This elegant, heavy-duty, 16 or 18 gauge, non-porous material is hygienic, and extremely durable. Our satin- polished finish creates an enduring, easy-to-clean luster. Regardless of whether your sink is made of stainless steel, composite, porcelain, or enamel, the sink will require periodic cleaning to maintain the original finish. 3 Simple Steps in Caring for Your Sink Clean regularly with a mild detergent solution and/or clean water applied with a soft cloth or sponge. Rinse and towel dry after every use to prevent mineral deposits from building up on the surface of the sink. Deep clean once a week with an approved cleanser (be sure to rub in the direction of the finish lines) and a soft cloth or sponge rather than an occasional aggressive single cleaning. Cleaners should state approved or suitable for stainless steel. General Care and Cleaning After every use, rinse thoroughly, then wipe the sink dry with a clean soft cloth. Wiping is key; this will inhibit water spotting and mineral deposits in severe hard water conditions. Bar Keepers Friend, Flitz, Gordon's or Miracle Shine, (follow directions on product) are products available in hardware and grocery stores that can be used every day to protect, polish, and clean your sink. Water Quality Regular routine cleaning can usually prevent lime scale deposits from hard water. Do not allow excessive build up before treating. Soaking in a 25% vinegar solution can treat hard water spots. -

Cross-Connection Control Manual and Design Criteria for Cross-Connection Control Plans, Ordinances, and Policies
CROSS-CONNECTION CONTROL MANUAL AND DESIGN CRITERIA FOR CROSS-CONNECTION CONTROL PLANS, ORDINANCES, AND POLICIES DIVISION OF WATER SUPPLY TENNESSEE DEPARTMENT OF ENVIRONMENT AND CONSERVATION 2008 1. TABLE OF CONTENTS Tennessee Department of Environment and Conservation Guidelines…………..…………….……................. p.1 Definition of Terms............................................................................................................................................p.3 CHAPTER I. Introduction to Backflow Prevention…………………………………………………………..…....…....…..p.6 1.1 Introduction 1.2 Objective 1.3 Causes of Backflow 1.3.1 Backsiphonage 1.3.2 Backpressure II. Responsibility and Authority for Cross-Connection Control…………………………………………….....p.9 2.1 Responsibility 2.1.1 The Water Purveyor 2.1.2 The Customer 2.1.3 Plumbing Inspection Agencies 2.1.4 Installers and Maintenance Personnel 2.1.5 Tennessee Department of Environment and Conservation 2.1.6 Legal Consideration 2.2 Authority 2.2.1 General Discussion 2.2.2 Local Authority 2.2.3 State Wide Authority 2.2.4 Federal Authority III. Developing and Implementing a Cross-Connection Control Program………………………………..….p.14 3.1 Introduction 3.2 Outline of Considerations in Preparing a Plan 3.3 Discussions of Local Cross-Connection Control Plan 3.4 Implementation of the Cross-Connection Control Plan 3.5 Establishing Priorities for Investigation IV. Recommended Practices……………………………………………………………………………………...p.19 4.1 Basic Consideration 4.2 Premises Isolation 4.3 Situations Requiring Maximum Protection 4.4 Establishments -

Cross-Connection Questions, Answers & Illustrations
50 Cross-Connection Questions, 5Answers & Illustrations0 Relating to Backflow Prevention Products and Protection of Safe Drinking Water Supply watts.com What is backsiphonage? 1 Backsiphonage is the reversal of normal flow in a system caused by a negative pressure (vacuum or partial vacuum) in the supply piping. What factors can cause backsiphonage? 2 Backsiphonage can be created when there is stoppage of the water supply due to nearby firefighting, repairs or breaks in city main, etc. The effect is similar to the sipping of a soda by inhaling through a straw, which induces a flow in the opposite direction. What is backpressure backflow? 3 Backpressure backflow is the reversal of normal flow in a system due to an increase in the downstream pressure above that of the supply pressure. Supply Feed Valve What factors can cause a 4 backpressure backflow condition? Backpressure backflow is created whenever the downstream pressure exceeds the supply pres- sure which is possible in installations such as heating systems, elevated tanks, and pressure-producing systems. An example Return would be a hot water space-heating boiler operating under 15-20 Boiler lbs. pressure coincidental with a reduction of the city water supply below such pressure (or higher in most commercial boilers). As wa- ter tends to flow in the direction of least resistance, a backpressure backflow condition would be created and the contaminated boiler water would flow into the potable water supply. What is a cross-connection? 5 A cross-connection is a direct arrangement of a piping line which allows the potable water supply to be connected to a line which contains a contaminant. -

Flexible Metal Hose Assemblies
Canada FLEXIBLE METAL HOSE ASSEMBLIES THE ASSOCIATION FOR HOSE AND ACCESSORIES DISTRIBUTION Introduction With origins dating to 1902, Senior Flexonics is today recognized as the leader in the metal hose industry. Our leadership has been earned through consistent Notes application of solid engineering principles, stringent quality standards and product innovation to produce safe and reliable metal hose assemblies for various industrial piping applications. This catalogue contains product performance data and physical descriptions for each of our series of metal hose. In addition, applications engineering information is included to provide guidance in the selection and installation of metal hose assemblies in your piping system . Hopefully, you will find this catalogue to be a useful and informative technical reference manual that assists you in making an educated selection of the most suitable products for your application. Quality Programs and Certifications • ISO Certification: As part of our continual business improvement process, Senior Flexonics quality assurance system is certified to ISO 9001:2000. • Welding: All welding is performed by certified welders to ASME Section IX of the Boiler and Pressure Vessel Code. • Testing: All hose assemblies are 100% tested prior to shipment. Standard tests include hydrostatic and pneumatic. Other tests are available upon request. Test reports are supplied with shipment upon request. • Tagging: All assemblies are tagged with CRN number and any other information required. NOTICE: The information and technical data contained herein is believed to be accurate and the best information available to us at the time of printing this catalogue. All information and data contained herein is subject to change at any time, without notice. -

Divator STEEL Cylinders
DIVATOR STEEL CYLINDERS The DIVATOR steel cylinders all have a very low profile and no protruding parts, which reduces the risk of getting caught in obstacles and ensures less water resistance. The cylinder design is robust and suitable for diving in demanding environments. DIVATOR steel cylinder packs and single cylinders all have an easily accessible cylinder valve and are equipped with a quick connect interface to harness or BC. DIVATOR Steel Cylinders Part No. Description Item Cylinder identification, example: 98412-02 Cylinder pack 324 PED A 324 98411-02 Cylinder pack 326 PED B 98411-03 Cylinder pack 326 with Easy-fill connection C 98445-01 Single cylinder 316 D 300 bar Number of Volume of (Pressure) cylinders each cylinder (in liter) B A D C Easy-fill connection DIVATOR - The Complete Diving System DIVATOR - The Complete Diving System 15 DIVATOR CARRYING SYSTEM DIVATOR BCW DIVATOR Harness • Well integrated interface to the • Super elastic material in the back plate DIVATOR System that makes it virtually unbreakable, even • 20 kg/44 lbs. lift capacity with in low temperatures standard bladder, other bladder • Lockable and adjustable belt buckles capacities available with quick release function • Available in four sizes, and equipped • Ribbed back plate that keeps the diving with fully adjustable shoulder and apparatus close to the diver waist panels • Ergonomic design for best weight • Weight release system distribution of the cylinder pack • Heavily reinforced construction with 1050 denier nylon • Quick cylinder attachment interface 16 DIVATOR - The Complete Diving System DIVATOR - The Complete Diving System DIVATOR BCW The DIVATOR BCW is a buoyancy compensating vest of wing type that combines high quality heavy duty construction, weight integration, and rear wing style buoyancy. -

Low-Volume Irrigation Systems for Blueberry with Chemigation and Fertigation Suggestions
Low-Volume Irrigation Systems for Blueberry with Chemigation and Fertigation Suggestions Erick Smith, Department of Horticulture, UGA Tifton campus Wesley Porter, Crop and Soil Sciences, UGA Tifton campus Jonathan Oliver, Department of Plant Pathology, UGA Tifton campus Drip, trickle, microemitters, and subsurface irrigation systems are considered low-volume irrigation. Low-volume irrigation systems are designed to improve irrigation efficiency, delivering water to the crop accurately with minimal water loss. Irrigation efficiency (Table 1) can be categorized into two main concepts: water loss and uniform application. If water loss is significant, or application uniformity is poor, efficiency will be low. Generally, the most significant loss of irrigation water is from overwatering, where the water percolates below the root zone, or from runoff. With good management, losses due to leaks, system drainage, and flushing of filters and lateral lines should not exceed 1%. Low- volume systems have the opportunity to achieve efficiency, and under careful management, will minimize losses from overirrigation. However, using low-volume systems requires increased irrigation frequency and soil moisture monitoring should be used to improve water-use efficiency. Uniformity is desired for each application of water, meaning that the irrigated area receives the same portion of water throughout. A well-designed irrigation system accounts for variability by applying water based on the soil structure (e.g. sandy, silt, loam, clay, and organic matter) and environmental conditions (e.g. wind, temperature, and cloud cover). That said, systems can have losses inherent to the design (Table 1). There may be variability in efficiencies that are noticeable even when comparing low-volume emitters (i.e. -
Chapter 4 Fixtures, Faucets and Fixture Fittings
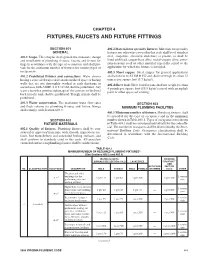
Color profile: Generic CMYK printer profile Composite Default screen CHAPTER 4 FIXTURES, FAUCETS AND FIXTURE FITTINGS SECTION 401 402.2 Materials for specialty fixtures. Materials for specialty GENERAL fixtures not otherwise covered in this code shall be of stainless 401.1 Scope. This chapter shall govern the materials, design steel, soapstone, chemical stoneware or plastic, or shall be and installation of plumbing fixtures, faucets and fixture fit- lined with lead, copper-base alloy, nickel-copper alloy, corro- tings in accordance with the type of occupancy, and shall pro- sion-resistant steel or other material especially suited to the vide for the minimum number of fixtures for various types of application for which the fixture is intended. occupancies. 402.3 Sheet copper. Sheet copper for general applications 401.2 Prohibited fixtures and connections. Water closets shall conform to ASTM B 152 and shall not weigh less than 12 having a concealed trap seal or an unventilated space or having ounces per square foot (3.7 kg/m2). walls that are not thoroughly washed at each discharge in 402.4 Sheet lead. Sheet lead for pans shall not weigh less than accordance with ASME A112.19.2M shall be prohibited. Any 4 pounds per square foot (19.5 kg/m2) coated with an asphalt water closet that permits siphonage of the contents of the bowl paint or other approved coating. back into the tank shall be prohibited. Trough urinals shall be prohibited. 401.3 Water conservation. The maximum water flow rates SECTION 403 and flush volume for plumbing fixtures and fixture fittings MINIMUM PLUMBING FACILITIES shall comply with Section 604.4. -
Console Sink
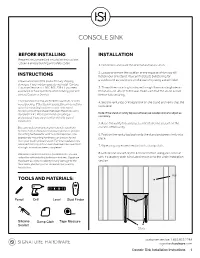
CONSOLE SINK BEFORE INSTALLING INSTALLATION Read entire Console Sink Installation Instructions. Observe all local building and safety codes. 1. Determine and mark the sink installation location. 2. Locate and mark the location of the studs to which you will INSTRUCTIONS fasten your sink stand. You can find studs by listening for Unpack and inspect the product for any shipping a solid sound as you knock on the wall or by using a stud finder. damages. If you find damages, do not install. Contact Customer Service at 1-866-855-2284. If you need 3. Thread the mounting hardware through the mounting holes in assistance or have questions while installing your sink, the stand and attach to the wall. Make sure that the stand is level contact Customer Service. before fully securing. Console sinks must be anchored to wall studs or solid 4. Set the vanity top or integral sink on the stand and verify that the wood blocking. If the studs in your bathroom do not line top is level. up to the mounting location for your sink, wood blocking should be installed between the studs using standard 2 x 4’s. We recommend consulting a Note: If the stand or vanity top are not level use wooden shims to adjust as necessary. professional if you are unfamiliar with this type of installation. 5. Raise the vanity top and place a dot of silicone sealant on the Because wall construction and materials vary from corners of the vanity. home to home, Signature Hardware does not provide mounting hardware for all of our console sinks. -

2 ½” Hose Nozzle Replacement
2 ½” HOSE NOZZLE REPLACEMENT All American-Darling Fire Hydrants Manufactured From 2005 Through 2011 WARNING: EXERCISE CAUTION WHEN WORKING WITH PRESSURE CONTAINING DEVICES. POTENTIAL HAZARD - FAILURE TO RELIEVE HYDRANT CAP PRESSURE CAN RESULT IN THE CAP OR NOZZLE BLOWING OFF, CAUSING SERIOUS INJURY. DO NOT STAND IN FRONT OF A HYDRANT NOZZLE WHEN OPERATING A HYDRANT. To ensure the hydrant is not charged with pressure when removing a cap, it is considered safe practice to close the auxiliary gate valve in the lateral water line between the main line and the fire hydrant. Nozzle Verification 1. Take care to follow proper safety procedures. Be sure to wear eye protection and gloves when working on a fire hydrant. DO NOT STAND DIRECTLY IN FRONT OF A FIRE HYDRANT NOZZLE. 2. Verify the hydrant to be remediated is an American- Darling fire hydrant marked with a 2005 to 2011 manufacture date. This date is cast on the top, front of the hydrant upper barrel just above the pumper nozzle. 3. Remove the hose nozzle caps. The inside surface of each nozzle has an as-cast identification mark. In some cases the mark may be in the top of the nozzle, Figure 1- American-Darling Hose Nose Nozzle and it may be necessary to use a mirror, or even Exhibiting "S" Casting Mark remove the nozzle, to more easily see it. The mark is 6. NOTE: Excluded from this service notice are a limited just above the vendor ID “WN25OR”. As detailed in number of American-Darling hydrants produced in Figure 1, the nozzle ID cast marking is an “S”, “L”, or 2006 using the Amlok nozzle system.