Ceramic Coating for Corrosion (C3) Resistance of Nuclear Fuel Cladding
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Method for Producing Thick Ceramic Films by a Sol Gel
Europäisches Patentamt *EP000815285B1* (19) European Patent Office Office européen des brevets (11) EP 0 815 285 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.7: C23C 18/12 of the grant of the patent: // C04B41/87, C04B41/50 22.08.2001 Bulletin 2001/34 (86) International application number: (21) Application number: 96901675.7 PCT/CA96/00088 (22) Date of filing: 13.02.1996 (87) International publication number: WO 96/29447 (26.09.1996 Gazette 1996/43) (54) METHOD FOR PRODUCING THICK CERAMIC FILMS BY A SOL GEL COATING PROCESS VERFAHREN ZUR HERSTELLUNG DICKER KERAMIKFILMS DURCH SOL-GEL-BESCHICHTUNGSPROZESS PROCEDE DE FABRICATION DE FILMS DE CERAMIQUE EPAIS METTANT EN UVRE UN PROCESSUS DE REVETEMENT SOL-GEL (84) Designated Contracting States: (74) Representative: AT BE CH DE DK ES FR GB GR IE LI NL PT SE Simpson, Alison Elizabeth Fraser et al Urquhart-Dykes & Lord, (30) Priority: 22.03.1995 US 409127 30 Welbeck Street London W1G 8ER (GB) (43) Date of publication of application: 07.01.1998 Bulletin 1998/02 (56) References cited: EP-A- 0 433 915 EP-A- 0 482 659 (73) Proprietor: QUEEN’S UNIVERSITY AT KINGSTON EP-A- 0 564 866 WO-A-96/00198 Kingston Ontario K7L 3N6 (CA) US-A- 4 921 731 (72) Inventors: • TECHNICAL DISCLOSURE BULLETIN, vol. 37, • BARROW, David No 09, September 1994, "Low Leakage, Ajax, Ontario L1S 6Z4 (CA) Temperature Invariant, High Dielectric Constant • PETROFF, Edward, T. Films, using Multilayered Sol-Gel Fabrication", Scarborough, Ontario M1T 1V8 (CA) page 27 - page 28 • SAYER, Michael • PATENT ABSTRACTS OF JAPAN, vol. -

Graphitic Carbon Nitride Supported Catalysts for Polymer Electrolyte Fuel Cells † ‡ ‡ † † Noramalina Mansor, A
Article pubs.acs.org/JPCC Terms of Use Graphitic Carbon Nitride Supported Catalysts for Polymer Electrolyte Fuel Cells † ‡ ‡ † † Noramalina Mansor, A. Belen Jorge, Furio Cora,̀Christopher Gibbs, Rhodri Jervis, ‡ ‡ † Paul F. McMillan, Xiaochen Wang, and Daniel J. L. Brett*, † Electrochemical Innovation Lab, University College London, London WC1E 7JE, United Kingdon ‡ Department of Chemistry, University College London, London WC1H 0AJ, United Kingdom ABSTRACT: Graphitic carbon nitrides are investigated for developing highly durable Pt electrocatalyst supports for polymer electrolyte fuel cells (PEFCs). Three different graphitic carbon nitride materials were synthesized with the aim to address the effect of crystallinity, porosity, and composition on the catalyst support properties: polymeric carbon nitride (gCNM), poly(triazine) imide carbon nitride (PTI/Li+Cl−), and boron-doped graphitic carbon nitride (B-gCNM). Following accelerated corrosion testing, all graphitic carbon nitride materials are found to be more electrochemically stable compared to conventional carbon black (Vulcan XC-72R) with B-gCNM support showing the best stability. For the supported catalysts, Pt/PTI-Li+Cl− catalyst exhibits better durability with only 19% electrochemical surface area (ECSA) loss versus 36% for Pt/ Vulcan after 2000 scans. Superior methanol oxidation activity is observed for all graphitic carbon nitride supported Pt catalysts on the basis of the catalyst ECSA. 1. INTRODUCTION nanoparticles agglomerate into larger particles and/or detach Among the various types of fuel cells, polymer electrolyte fuel from the support material, consequently reducing the electro- chemical surface area (ECSA) and catalytic activity.5,6 cells (PEFCs) have attracted the most attention for trans- ff portation and portable applications. Advantages include the To solve this issue, much e ort has been directed toward the following: rapid start-up and shut down, low temperature development of alternative, chemically stable catalyst supports. -

Design and Test of Lead-Zirconate-Titanate Flexural Plate Wave Based Actuators
University of South Florida Scholar Commons Graduate Theses and Dissertations Graduate School 5-29-2005 Design and Test of Lead-Zirconate-Titanate Flexural Plate Wave Based Actuators Sriram Akella University of South Florida Follow this and additional works at: https://scholarcommons.usf.edu/etd Part of the American Studies Commons Scholar Commons Citation Akella, Sriram, "Design and Test of Lead-Zirconate-Titanate Flexural Plate Wave Based Actuators" (2005). Graduate Theses and Dissertations. https://scholarcommons.usf.edu/etd/2770 This Thesis is brought to you for free and open access by the Graduate School at Scholar Commons. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Scholar Commons. For more information, please contact [email protected]. Design and Test of Lead-Zirconate-Titanate Flexural Plate Wave Based Actuators by Sriram Akella A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Electrical Engineering Department of Electrical Engineering College of Engineering University of South Florida Major Professor: Shekhar Bhansali, Ph.D. Tom Weller, Ph.D. John Bumgarner, Ph.D. Scott Samson, Ph.D. Date of Approval May 29, 2005 Keywords: FPW, PZT, Fabrication process, Sol-gel deposition, Piezoelectricity ©Copyright 2005, Sriram Akella Dedication To my Parents Acknowledgements I express my sincere gratitude to Dr. Shekhar Bhansali for all the help he has extended to me, both as my advisor and friend. For his guidance and time, for his faith and confidence in me, I thank him. I deeply appreciate and cherish all the times we have spent talking about so many things, academic and otherwise. -

Perspective for Replacement of Hard Chromium by PVD by J.A
Perspective for Replacement Of Hard Chromium by PVD By J.A. Kubinski, CEF, T. Hurkmans, T. Trinh, Dr. W. Fleischer & Dr. G.J. van der Kolk In recent years, hard chromium has such applications as coating of piston in many cases are now substantially been replaced for specific applica- rings and in the textile industry. decreasing. As the cost of hard tions with physical vapor deposition PVD is a technology that has chromium increases, the applications (PVD) films that provide equivalent numerous applications, such as: where PVD can be competitively or superior performance. Unlike applied will increase as well. hard chromium, PVD hard chro- • Conducting metallic layers on mium replacements can be tailored semiconductors, Current PVD Coatings specifically to the application. • Reflecting Al layers on CDs, In Table 1, an overview is given of Coatings of CrN and variants such • Selectively transmitting layers on PVD coatings that are currently used as CrCN exhibit properties that flat glass, in various applications. TiN is also meet or exceed the chromium they • Ceramic wear-resistant layers on shown in the table, because it is the replace, as well as offer additional professional tools. most frequently applied PVD coating properties, such as reduced coeffi- for tools. cient of friction. The family of In the last few years, another group A number of properties are shown. coatings known as metal-containing of coatings is being applied industri- Not shown, however, is adhesion. diamond-like carbon (Me-DLC or ally as well—the anti-wear PVD Adhesion between coating and Me-C:H) exhibits properties of coating. -

Design Engineering
Design Engineering Steve Koelzer Vice President, Research & Development K & K Products & Consulting 709 W. Remington Drive Sunnyvale, CA 94087 e-mail: [email protected] Two-bit Engineering re automobiles dead? They still vehicles, or else have hideous smog. ingredient is the film-former. Metal A don’t go anywhere by them- Microprocessor control port fuel never touches metal, as evidenced by selves. AMD gets more press out of injection, air/fuel ratio by oxygen diamond anvil cell testing. This shows trifles than General Motors’ tomb- sensing, infrared degree wheel timing that oil “crystallized” at millions of stone orders. Swords into plowshares exactness (same HP from 87 or 92 psi’s, letting metal pieces rip off ... bumpers into computer discs. Cars octane!), etc. GM’s Generation III without contact. In certain can be very sophisticated, with the small block accomplishes four-valve unlubricated conditions, materials can help of microprocessors. Just think: performance with the generously possess zero friction.2 With networking, you may never need managed two. A forthcoming advance Although brass on ice is as slick as to leave your home ... or your car! is electric-hydraulic valve actuation. Teflon®, so may be something else. If it weren’t for computers 20 years I’ll leave to your imagination the Unlubricated diamond-like carbon ago, the internal combustion engine multiplicity of valve timing programs (DLC) was ion-beam-deposited would have died by now, and we to conduct the performance (i.e., (0.0002 in.) onto CVD diamond would have electric and hydrogen economical power) of your dream coatings (0.000002 in.) on a silicon engine, integrating fuel delivery disc substrate and tested for friction programs. -

Chapter 1 Introduction………………………………………………… 1
The Pennsylvania State University The Graduate School Intercollege Graduate Program in Materials Science and Engineering SYNTHESIS-STRUCTURE-PROPERTY-PERFORMANCE RELATIONSHIPS OF TiN, CrN, AND NANOLAYER (Ti,Cr)N COATINGS DEPOSITED BY CATHODIC ARC EVAPORATION FOR HARD PARTICLE EROSION RESISTANCE A Thesis in Material Science and Engineering by Brian M. Gabriel Submitted in Partial Fulfillment of the Requirements for the Degree of Master of Science May 2009 The thesis of Brian M. Gabriel was reviewed and approved* by the following: Douglas E. Wolfe Assistant Professor of Material Science and Engineering Thesis Advisor John R. Hellmann Professor of Materials Science and Engineering Suzanne Mohney Professor of Materials Science and Engineering Joan Redwing Professor of Materials Science and Engineering Chair, Intercollege Materials Science and Engineering Graduate Degree Program *Signatures are on file in the Graduate School iii ABSTRACT Hard particle erosion due to sand particles can cause significant damage to metallic turbine engine components. Hard coating systems such as TiN, CrN, and (Ti,Cr)N offer a potential solution. TiN, CrN, and (Ti,Cr)N coatings were deposited with a multi-source cathodic arc system using high purity Ti and Cr cathode targets in a partial N2 atmosphere. The coatings were characterized using X-ray diffraction, scanning electron microscopy, electron probe microanalysis, scanning transmission electron microscopy, and scratch adhesion testing. Erosion testing was performed using an in- house high-velocity erosion rig with glass beads and alumina media. For the TiN coatings, erosion resistance was strongly dependent on the evaporator current and substrate bias; these parameters influenced crystallite size, preferred crystallographic orientation, and residual stress. -

Effect of Chromium-Gold and Titanium- Titanium Nitride-Platinum-Gold Metallization on Wire/Ribbon Bondability
Effect of Chromium-Gold and Titanium- Titanium Nitride-Platinum-Gold Metallization on Wire/Ribbon Bondability 1Jianbiao Pan, 2Robert M. Pafchek, 2Frank F. Judd, 2Jason Baxter 1California Polytechnic State University Department of Industrial & Manufacturing Engineering 1 Grand Ave. San Luis Obispo, CA 93407 Phone: (805) 756-2540 Fax: (805) 756-1420 Email: [email protected] 2Agere Systems, Allentown, PA etching with ceric ammonium nitrate (CAN) to remove the Abstract oxide without affecting the gold [1, 3]. Gold metallization on wafer substrates for wire/ribbon bond applications require good bond strength to the substrate Titanium diffuses very slowly and should not reach the without weakening the wire/ribbon. This paper compares the surface of the gold film without exposure to temperature ribbon bondability of Cr/Au and Ti/TiN/Pt/Au metallization higher than 300°C. But it is unknown whether titanium can systems. Both Chromium and Titanium are used to promote diffuse to gold surface through grain boundaries then causes adhesion between substrates and sputtered gold films. Both a bondability problem if annealing process takes long time at can diffuse to the gold surface after annealing and degrade the higher temperature than 300°C. wire/ribbon bondability. Restoring bondability by ceric The purpose of this study was to determine which ammonium nitrate (CAN) etch was investigated. metallization is better for wire/ribbon bonding: Cr/Au or Experiments were conducted to investigate the effect of Ti/TiN/Pt/Au. Cr/Au and Ti/TiN/Pt/Au, annealing, and CAN etch processes Design of Experiment on 25.4 x 254 µm (1 x 10 mil) ribbon bonding. -

Development and Characterization of Titanium Nitride Reinforced Aluminium MMC’S Through Powder Metallurgy Technique
Mechanics and Mechanical Engineering Vol. 21, No. 1 (2017) 29{36 ⃝c Lodz University of Technology Development and Characterization of Titanium Nitride Reinforced Aluminium MMC's through Powder Metallurgy Technique L. Mahesh Department of Mechanical Engineering REVA Institute of Technology and Management Bangalore{560064, Karnataka, India [email protected] J. Sudheer Reddy P. G. Mukunda Department of Mechanical Engineering Nitte Meenakshi Institute of Technology and Management Bangalore{560064, Karnataka, India [email protected] [email protected] Received (26 November 2016) Revised (16 December 2016) Accepted (15 December 2016) Aluminium (Al) reinforced with Titanium Nitride (TiN) Metal Matrix composites find its application for elevated temperature operating conditions. 5,10 and 15 weight percentage of TiN particles were added to aluminium to prepare the composite through powder metallurgy technique. The mixed powder was compacted at two compacting pressure of 250 MPa and 300 MPa to produce the specimens having h/d ratio in the range of 1.1 to 1.2. The specimens were sintered in nitrogen atmosphere at two different sintering temperatures of 400oC and 500oC with sintering time of 4 hours for each. Physical properties namely, green density, sintered density and mechanical properties such as hardness, compression strength and surface roughness were studied. Keywords: Aluminium{TiN composites, compacting pressure, powder metallurgy, sin- tering temperature. 1. Introduction Composites have established their suitability in the field of automotive and aerospace industries and research on Metal Matrix Composites (MMCs) has shown tremen- dous promise in the recent past [1]. Particulate reinforced aluminium metal matrix composites display better physical, mechanical and tribological properties namely corrosion resistance, increased hardness, high specific strength and specific 30 Mahesh, L., Sudheer Reddy, J. -

A Brief Modern History of Cathodic Arc Coating
Chapter 16 from 50 Years of Vacuum Coating Technology A Brief Modern History and the Growth of the Society of Vacuum Coaters, edited by Donald M. Mattox and Vivienne Harwood Mattox, of Cathodic Arc Coating Society of Vacuum Coaters, 2007 André Anders Lawrence Berkeley National Laboratory, University of California, Berkeley, California Introduction Cathodic Arc Deposition Emerges as an Industrial Coatings based on the condensation of cathodic arc plasmas are widely Process used for a range of applications including hard and wear resistant The history of broad application of cathodic arc deposition is closely coatings on tools and automotive parts and corrosion resistant and related to work done in the 1960s by of a group of researchers at the decorative coatings on building supplies such as faucets and handles. National Science Center, Kharkov Institute of Physics and Technology The origin of the technology can be traced back to the 18th century. (NSC KIPT) [11]. Kharkov is a sizable city in Ukraine, which was part Many observations were closely related to the development of electrical of the Soviet Union at that time. Researchers at the Plasma Physics power sources and early electrical engineering. Major advancements Division studied means of obtaining high vacuum using sorption prop- on cathodic arc physics were made after the electron was discovered erties of condensates made by vacuum arcs. In 1964, L.P. Sablev and (J.J. Thomson 1897) and the structure of the atom was roughly under- coworkers succeeded in burning a steady-state vacuum arc on titanium, stood (E. Rutherford 1911). The early history of arc discharges and first and a Soviet Patent was issued in 1966 for a vacuum arc sorption pump arc-based coatings is described in other publications [1-3]. -

Coatings / Surface Treatments Technical Data
COATINGS / SURFACE TREATMENTS TECHNICAL DATA • Coatings and Surface Treatments Offer Longer Tool Life • Increase Production Rates • Improve Cutting Characteristics Coatings Coating Appearance Characteristics/Applications TiN Gold General purpose coating; ideal for threading (Titanium Nitride) of iron-based materials; offers resistance to abrasive materials and adhesive wear. TiCN Blue-Gray High hardness; good wear resistance; very (Titanium Carbonitride) tough coating for difficult-to-machine steel alloys when tools encounter excessively stressed cutting edges, and highly abrasive and/or gummy materials such as cast iron, brass and aluminum alloys; use when high feed and speed rates are desired. CrN Silver-Gray Resists adhesive wear, corrosion and oxidation; (Chromium Nitride) suitable for machining titanium and copper; harder than conventional chrome plating. TiAlN Violet-Gray A multi-layered coating ideal for carbide (Titanium Aluminum Nitride) and high speed tooling; excellent oxidation resistance allows high speed and semi-dry or dry machining; best suited for threading cast iron, stainless steel, nickel-based high temp. alloys, and titanium alloys; heat resistant. WC/C Black-Gray High lubricity and little adhesive wear (low (Tungsten Carbide/Carbon) friction); ideal for applications with adhesive wear and seizure problems (e.g. poor lubrication); high lubricity allows dry machining. TiAlN + WC/C ‘HARDLUBE’ Black-Gray A combination coating that offers low friction (Titanium Aluminum Nitride + and high lubricity, as well as excellent hardness Tungsten Carbide/Carbon) attributes; allows dry threading with reliable chip evacuation, and increased cutting edge wear. AlCrN Silver-Gray High hardness with extraordinary wear (Aluminum Chromium Nitride) resistance under extreme stress; AlCrN’s unique combination of hardness and heat resistance permits high performance; recommended for finishing exotic materials, titanium, hastelloy, etc., gray and ductile iron parts, as well as applications in mild and high carbon steels. -
Growing Crystalline Gallium Nitride Nanowires on Flexible Titanium Foil Resulting Material Has Comparable Quality to Standard Gan Nanowires Grown on Rigid Silicon
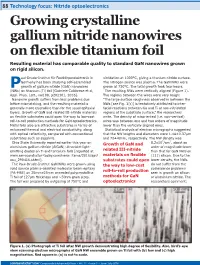
88 Technology focus: Nitride optoelectronics Growing crystalline gallium nitride nanowires on flexible titanium foil Resulting material has comparable quality to standard GaN nanowires grown on rigid silicon. aul-Drude-Institut für Festkörperelektronik in nitridation at 1000°C, giving a titanium nitride surface. Germany has been studying self-assembled The nitrogen source was plasma. The GaN NWs were Pgrowth of gallium nitride (GaN) nanowires grown at 730°C. The total growth took four hours. (NWs) on titanium (Ti) foil [Gabriele Calabrese et al, The resulting NWs were vertically aligned (Figure 1). Appl. Phys. Lett., vol108, p202101, 2016]. The regions between the wires were very rough: Nanowire growth suffers from less problems due “The large surface roughness observed in between the lattice mismatching, and the resulting material is NWs [see Fig. 1(c)] is tentatively attributed to inter- generally more crystalline than for the usual epitaxial facial reactions between Ga and Ti at non-nitridated layers. Growth of GaN and related III-nitride materials regions of the substrate surface,” the researchers on flexible substrates could open the way to low-cost write. The density of misoriented (i.e. non-vertical) roll-to-roll production methods for GaN optoelectronics. wires was between one and two orders of magnitude Metal foils also are attractive substrates in terms of lower than the vertically aligned ones. enhanced thermal and electrical conductivity, along Statistical analysis of electron micrographs suggested with optical reflectivity, compared with conventional that the NW lengths and diameters were 1.14±0.37µm substrates such as sapphire. and 70±40nm, respectively. The NW density was 7 2 Ohio State University reported earlier this year on Growth of GaN and 8.2x10 /cm , about an aluminium gallium nitride (AlGaN) ultraviolet light- order of magnitude lower emitting diodes on Ti and tantalum foils [reported at related III-nitride than that for GaN NWs on www.semiconductor-today.com/news_items/2016/apr/ materials on flexible (111) silicon. -

Synthesis and Characterization of Low Pressure Chemically Vapor Deposited Boron Nitride and Titanium Nitride Films
New Jersey Institute of Technology Digital Commons @ NJIT Dissertations Electronic Theses and Dissertations Spring 5-31-2000 Synthesis and characterization of low pressure chemically vapor deposited boron nitride and titanium nitride films Narahari Ramanuja New Jersey Institute of Technology Follow this and additional works at: https://digitalcommons.njit.edu/dissertations Part of the Materials Science and Engineering Commons Recommended Citation Ramanuja, Narahari, "Synthesis and characterization of low pressure chemically vapor deposited boron nitride and titanium nitride films" (2000). Dissertations. 413. https://digitalcommons.njit.edu/dissertations/413 This Dissertation is brought to you for free and open access by the Electronic Theses and Dissertations at Digital Commons @ NJIT. It has been accepted for inclusion in Dissertations by an authorized administrator of Digital Commons @ NJIT. For more information, please contact [email protected]. Copyright Warning & Restrictions The copyright law of the United States (Title 17, United States Code) governs the making of photocopies or other reproductions of copyrighted material. Under certain conditions specified in the law, libraries and archives are authorized to furnish a photocopy or other reproduction. One of these specified conditions is that the photocopy or reproduction is not to be “used for any purpose other than private study, scholarship, or research.” If a, user makes a request for, or later uses, a photocopy or reproduction for purposes in excess of “fair use” that